
Postprocessing System Eases Technology Adoption
At this aerospace manufacturer, software from ICAM minimizes time spent reworking out-of-the-box postprocessors for new machines and improves confidence in part programs.


As Valley Machine set its sights on larger, more complex aerospace work, it began integrating more sophisticated equipment such as these five-axis SNK HPS120Bs. These machines were among the first of the shop’s five-axis equipment to use postprocessors developed by ICAM.

In recent years, Valley Machine Shop has moved from cutting extrusions and other relatively simple work to more complex parts that require five-axis machining operations. This exhaust component for an outboard nacelle strut is just one example.
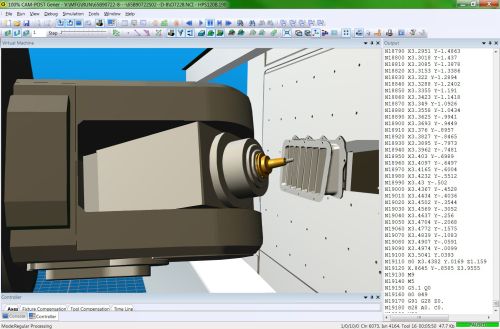
More complex motion means more possibilities for collisions and other errors. For this outboard nacelle strut exhaust component—the same part shown above—ICAM’s Virtual Machine simulation software helped avoid a collision between the toolholder and workpiece.



Although the complex motion of five-axis machines like this SNK HPS120B opened new possibilities for manufacturing, it also made properly configuring out-of-the-box posts more difficult and time-consuming.
















Related Content

Horizontal High-Speed Machining Saves Hundreds of Work Hours
High-speed machining is the latest change at Blair-HSM South, helping this once old-fashioned shop improve productivity and morale while enabling new work.
Read More
When a Lathe With Live Tooling Rivals a Multitasking Machine
This shop is working its way up to a full-fledged B-axis multitasking machine. Meanwhile, turning centers with a Y-axis and live tooling are doing just fine.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More