
Quick-Change Chucks Boost Turn-Mill Benefits
At this Chicago-area manufacturer, quick-change chucks from Kitagawa added to the benefits of moving from multiple setups on multiple machines to producing parts in a single setup on Mazak turn-mills.


MPS personnel can change QJR chuck jaws in less than two minutes using a simple hex key.
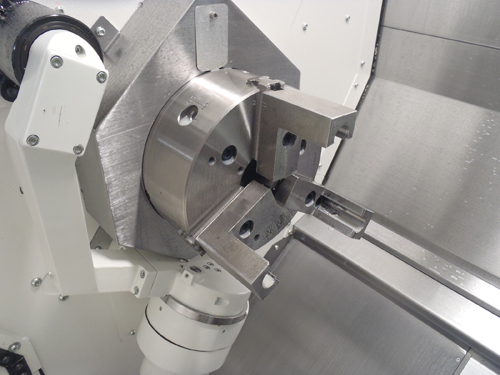
The quick-change QJR08 chuck on the main spindle of the shop’s Mazak Integrex 200S is fitted with custom top tooling to accommodate a specific workpiece.

The machine’s subspindle is fitted with the same model of chuck, only this one has pie jaws to accommodate the portion of the workpiece that has already been machined in the main spindle.
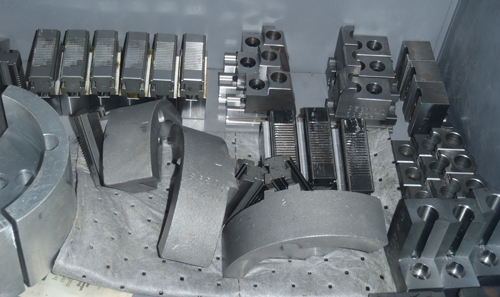
Each part machined at MPS has its own dedicated set of soft jaws, which can be stored and reused repeatedly without re-boring.
These finished booster-system components were machined from 316 stainless steel, a common material at MPS.

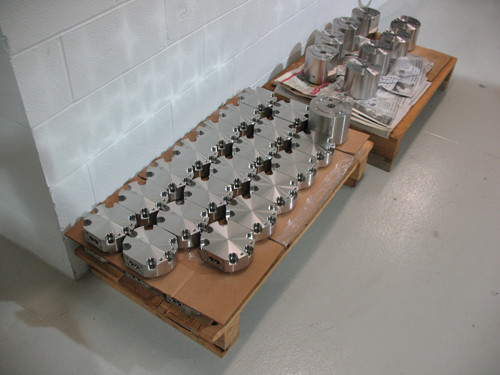
MPS also works with a great deal of aluminum, mostly in round stock like the material shown here. Using round stock whenever possible, even for parts that don't require turning, helps extend the benefits of done-in-one production throughout the product line.



Moving away from processing parts progressively on multiple mills and lathes in favor of done-in-one production on turn-mill machines has provided all the benefits one might expect at Chicago-area manufacturer Midwest Pressure Systems (MPS). According to the company, excessive part handling is a thing of the past, fewer setups are required, stack-up error is less of a concern, downtime has decreased and throughput has improved. Nonetheless, even a machine capable of churning out a part in one setup typically requires manual intervention to move from one job to another. To ensure those change-overs proceed as efficiently as possible, MPS relies on another solution: quick-change chucks from Kitagawa-Northtech (Schaumburg, Illinois).
the same set of jaws,” Mr. Traxler explains. “We just move the jaws around to whichever chuck we need.”
















Related Content

IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More