
Systematic Success
A more efficient manufacturing process has enabled this manufacturer to ramp up production of its devices for the oil and gas industry.
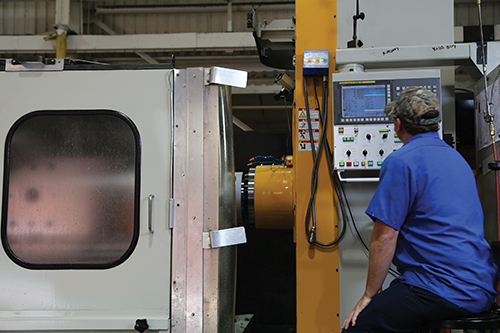
The installation of horizontal machining centers capable of both roughing and finishing was pivotal to Southwest Oilfield’s ability to increase production of its L-shaped fluid ends.
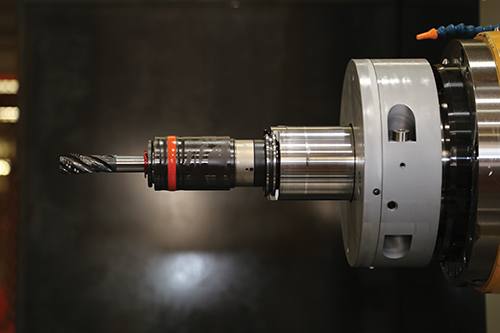
A variety of tooling enhancements helped create a flexible and efficient manufacturing process, which was recently duplicated on Southwest Oilfield’s newer machining centers.

In the past, this 5,000-pound block of steel would have been moved around to several workstations, but technology improvements at the shop have led to a more streamlined production process.

Today, Southwest Oilfield can produce the variety of holes in its fluid ends faster and more efficiently, saving both time and energy. The company has increased its monthly production rate to 300 units from 180.

Southwest Oilfield installed multifunctional machining centers in order to improve the manufacturing process for its L-shaped fluid ends.

Fluid end blocks are hole-intensive. Streamlining tool changes and tool management therefore contributes significantly toward streamlining the overall process.



On a drilling rig, pumps must circulate volumes of mud or slurry through the drill bit and down the well bore in order to control pressure and remove drill “cuttings.” These mud pumps typically consist of two subassemblies: the power end and the fluid end. The fluid end, traditionally contained in a one-piece body, produces the pumping process. Southwest Oilfield Products Inc. offers a two-piece, L-shaped assembly said to be less expensive and easier to maintain, offering more metal to support internal pressures.
Southwest Oilfield has been producing mud pump fluid ends for the oil and gas industry for more than 40 years and recently has ramped up production, according to Martin Johnson, manufacturing engineering manager. Although the design of its L-shaped assembly has remained relatively the same since its introduction in 1974, the company has improved its manufacturing process over the years to achieve greater efficiencies and produce a higher-quality finished product, he says.



On separate occasions, this improvement has come with support from a tooling vendor, KOMET. This company introduced its ABS quick tool replacement system to Southwest Oilfield in the early 2000s. More recently, it helped the company increase monthly production of fluid ends from 180 to 300 by outfitting Southwest’s two newest machining centers with updated tooling technology that allows for faster drilling and milling without compromising precision.
Southwest Oilfield produces a variety of products for the oil and gas industry in addition to the pump fluid ends, but the L-shaped device has played an important role in the company’s growth, largely because of its maintenance advantages. “Most fluid ends are a single unit,” Mr. Johnson explains. “Our system will let the operator replace just the suction or discharge module in the event of a failure. Changing valves or seats on a two-piece system is safer, faster and easier than replacing an entire single unit.”
In the past, the fluid ends were machined on large milling and boring machines fitted with spade drills and single-point drilling tools. The processing time was long, thanks to the numerous tool changes and resulting tool setting that was required. Komet’s ABS modular tooling system provides rigid mechanical clamping and a quick-change feature that allows operators to replace tools more efficiently. According to Mr. Johnson, after this tooling system was installed on a turret lathe that was rebuilt as a drilling and boring machine, the time savings from quicker tool replacements increased monthly production of the fluid ends so much that the company decided to incorporate the system into the manufacturing of other products, including wear plates, valve plugs, pistons and piston rods.
Other improvements to Southwest Oilfield’s manufacturing processes related to the types of machines it was using. By 2014, the company was employing more horizontal machining centers for fluid end production. That year, it installed two new HMCs from Nomura that were capable of not only roughing the parts, but also performing boring and precise finish milling operations in the same cycle. This improved both the production rate and the surface quality of the blocks, says Beniel Geevarghese, industrial engineer. He specifically points to the machines’ nose-type spindle heads, which he says offer better accessibility to the blocks by reducing the extended amount of the spindle. This also provides rigidity during heavy-duty cutting. These machines also employ a high-output motor for the rotational drive on the spindle, so high torque is obtainable during solid drilling over extended depths, he adds.
The engineers at Southwest Oilfield also saw opportunities to make further improvements once the machines were in operation. “We equipped one Nomura machine with a contouring head to perform complex machining operations in a single tooling setup,” Mr. Geevarghese says. “We retrofitted the other with a rigid rotary table interfaced to the machine’s control system. This increased the machine functionality and improved holding accuracy for the fluid end. Also, the control memory on both machines was expanded to handle a large volume of programs for the variety of fluid ends that are produced at the shop.”
Before installation of the Nomura HMCs, it was common for the operations these machines now perform to be completed across multiple machine tools, Mr. Geevarghese says. Fluid ends would move from workstation to workstation, and several engineers would be involved in the process. This increased the chances for error and created greater safety concerns on the production floor. “By installing the new machining centers, we’ve not only saved time and energy costs, but also reduced potential safety hazards by limiting the number of times a 5,000-pound block of steel has to move around the shop,” he says.
The Komet tooling is part of this improved process as well. The company’s KUB V464 drill system, for example, consists of a large drill head with an ABS connection and a program of extensions and holders. This enables the same head to be used to drill holes from 4 to 24 inches of depth, thus minimizing the number of tools required, and resulting in reduced tooling costs and simplified inventory management, Mr. Geevarghese says.
The new machine tools also provide shorter cycle times, a crucial step toward enabling the company to ramp up production from 180 to 300 fluid ends per month. The older mills took as much as 50 percent more time to perform the same machining task as the Nomura machines. They have given Southwest Oilfield the flexibility to utilize the same tools for several blocks, and delivery time has significantly decreased as a result, Mr. Geevarghese says. “Five years ago, this product (the fluid end) was available to our customers in about 16 weeks. In 2015, we’re able to do it in 12.”
Further challenges lie ahead for the company, however, as it fights to make sure other areas of its manufacturing process keep pace with this new productivity. Mr. Geevarghese says it will be important to optimize the company’s forging inventory and balance the production schedule so that the increased production of fluid ends does not create bottlenecks in other areas, like assembly.












Related Content

IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
GenSwiss Releases Redesigned Toolholding System
Its GenQuick quickchange ER system for Swiss-type CNC machines and precision machining equipment has been updated.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Haimer USA Models a Streamlined Toolroom
Haimer USA is celebrating its 20th anniversary with a live demonstration of its digital toolroom. Find out more past the aluminum panther.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More