
Variable-Geometry End Mill Outguns Chatter
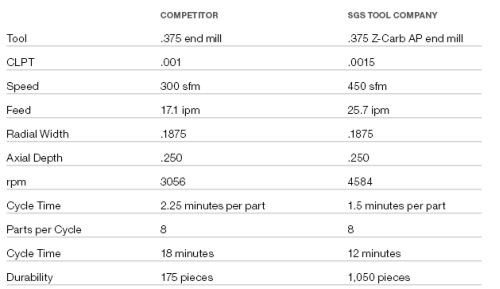
This shop boosted cutting speed and tool life on a troublesome tool steel application by switching to SGS Tool Company’s Z-Carb AP end mill, which features a custom geometry designed to reduce chatter.

SGS’ Z-Carb series end mills reduce chatter in three ways: variably spaced flutes, variable helix angles and variable rake angles.
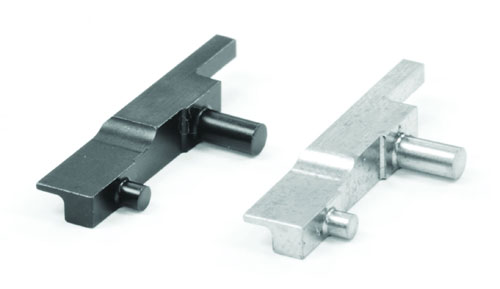
These ejectors for the 1911 Colt .45 were the first job to benefit from the Z-Carb end mill, which was the third tool the shop tried for the job. The Z-Carb not only eliminated tool life problems, but also proved able to run at more aggressive machining parameters.

A sampling of components machined at Evolution Gun Works. Since the ejector job, the Z-Carb end mills have helped EGW improve cutting speed and tool life on a variety of other parts.

George Smith, president of EGW, says he is confident in his comparisons of the SGS’ Z-Carb mills and the previous tool because both ran for an extended period of time in the same conditions on the same machine: the Fadal VMC visible here.



















Related Content

Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More