
A New Spin On Vertical Grinding
Simultaneous, dual-wheel vertical grinding offers advantages for finishing bearing surfaces and other critical features on shafts. Having two opposing grinding wheels in contact with the workpiece at the same time neutralizes axial forces and shortens cycle times.
.jpg;width=70;height=70;mode=crop;format=webp)

This dual-wheel vertical grinding machine is an alternative to two- and four-axis horizontal machines for relatively small batches of shafts.
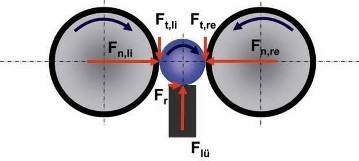
Grinding wheel axial force (Fn) can be four times greater than tangential force (Ft). Because this vertical grinding machine uses opposing grinding wheels that cut simultaneously, the axial forces exerted on the workpiece are canceled.



Vertical grinding machines have been available for some time. These machines typically fixture a workpiece in a chuck located in the base of the machine. A spindle then travels up and down and side to side to allow a wheel to grind various workpiece features. This design uses gravity to its advantage—the weight of the workpiece is directly supported by the machine’s base. Thus, it doesn’t require the large amount of clamping force that horizontal grinding machines need to chuck workpieces. That’s why verticals are commonly used for relatively short, heavy workpieces.
Emag Salach Maschinenfabrik GmbH is applying the vertical grinding concept in a new way for longer, shaft-type workpieces. (Emag’s U.S. headquarters is located in Farmington Hills, Michigan.) Its vertical design uses dual, opposing grinding wheels that cut simultaneously. The prime advantage is that the axial forces created by the wheels are directed toward each other, so they are canceled. According to the company, this vertical machine is an alternative to two- and four-axis horizontal grinding machines for smaller batches of shafts that have many bearing seating surfaces.



Vertical Advantages
The company’s VTC 315DS is said to be the first vertical grinding machine with the dual-opposing-wheel design. The two grinding spindles move in X and Z axes on independent, compound slides. Located vertically between the two spindles, the workpiece is secured from below by a fixed tailstock center and from above by a moveable work-head center. This provides the wheels with ample access to the workpiece to allow simultaneous grinding from both the left and the right.
During a cylindrical grinding operation, the highest cutting forces are the axial forces that are normal to the workpiece centerline. The axial forces can be three to four times greater than the tangential forces. On the dual-wheel machine, the axial forces are canceled because the wheels face each other. This allows shorter cycle times and enables the machine to grind thin, less stable workpieces. In addition, the counter-rotational spinning of the grinding wheels cancels out the grip torque created by the tangential forces (see the drawing on the right). This simplifies changeovers and eliminates the need for workpiece clamping equipment and drivers. Changeover is performed by simply raising the upper work head center and removing the workpiece. This short setup makes the machine particularly effective in grinding smaller batches of workpieces as long as 700 mm.
Because the machine design prohibits the use of an overhead crane for wheel changes, the company developed a fixture that has a receiver with an HSK-like taper. This rigid interface also allows CBN grinding wheels (recommended) to be used for in-feed, plunge-cut and longitudinal grinding in addition to grinding shoulders and radii. The machine’s base is made from Mineralit, a polymer-granite material that damps vibrations during these operations.
Related Content
-
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
-
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
-
4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.








