When it comes to improving titanium machining performance, there is no “one size fits all.” Experienced manufacturers across many industries know that when working with titanium, many issues need addressing, such as the importance of thermal management, the strength of spindle connections and the need to maximize dynamic stiffness. These issues, among other factors, provide the reasons for taking a systems approach to moving titanium machining to higher performance levels.
Several characteristics of titanium make it difficult to machine. High-temperature strength increases cutting forces when machining. High work hardening and a large strain rate also increase the energy required to remove the chip, which leads to higher temperatures. Titanium reacts with almost all materials at high temperatures, chemically wearing cutting tools. In addition, titanium’s poor thermal conductivity is one of the biggest contributors to the limit in productivity we see today when machining titanium. In most other materials, the heat goes into the chip, which is why most tooling suppliers recommend climb cutting. However, with titanium’s low thermal conductivity, the heat goes into the insert. Carbide’s strength decreases as the temperature rises, meaning the cutting speed and tool life are lower for machining titanium compared to steel. When cutting speed is increased from 50 m/min. to 100 m/min. in titanium, FEA analysis predicts a 250ºC rise in temperature.
To optimize performance, therefore, tools must be adequately cooled. Proper coolant flow means improved tool life and higher maximum effective cutting speeds. If not properly cooled, the insert will heat up rapidly. This can shorten tool life and affect surface finish because of built-up edge (BUE), which occurs when workpiece material bonds to the cutting edge.
Traditional flood coolant jets aimed at the cut often hit behind the cutting zone, and custom high-pressure solutions (1,000 psi or higher), can cost tens of thousands of dollars. An alternative involves delivering coolant through the insert. Kennametal calls this tooling “Beyond Blast.” With this approach, coolant hits where the tool meets the workpiece, ensuring efficient coolant delivery, heat transfer and lubricity. Tool life tests comparing standard coolant delivery with the same edge geometry and grade as the through-coolant insert show more than two times the tool life for this tool compared to the standard tool at the same machining parameters.
In turning tests at 150 sfm comparing this tool to high-pressure coolant in titanium, the Beyond Blast inserts at a coolant pressure of 100 psi delivered 25 percent more tool life than standard inserts using 1,000-psi high-pressure coolant.
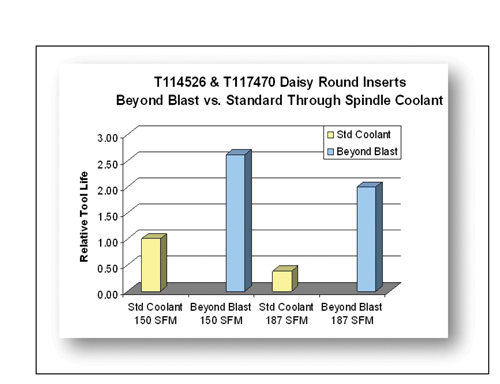
With daisy-style round milling inserts, the through-insert coolant provides more than 2.5 times better tool life at 150 sfm. The grade and geometry are identical. Increasing speed also dramatically impacts tool life. Simply increasing the speed from 150 sfm to 187 sfm on the standard tool reduces tool life by 60 percent. With coolant-through inserts, tool life dropped by only 23 percent when increasing the speed. Tool life of these milling tools at the higher speed was still almost two times greater than the standard tools at the low speed. This is because of the effective thermal management provided by this approach to delivering the coolant.
Strong Spindle Connections
In a systems approach, the spindle connection plays a significant role as well. Machining facilities are challenged to achieve high metal removal rates given the low cutting speeds and high cutting forces characteristic of titanium. Over the years, machine tool builders have improved stiffness and damping on spindles and machine structures. Spindles have been designed with high torque at low rotational speeds. Although all these advances enhance productivity, the spindle connection often remains the weak link. In most cases, the tool-spindle interface will determine how much material can be removed in a given operation.
High-performance machining is commonly characterized by the use of high feeds and aggressive depths of cut. With ongoing advances in cutting tools, there is a need for a spindle connection that makes better use of the machine tool’s available power.
Several different types of spindle connection have been developed or optimized over the last few decades. Due to a good cost/benefit position, the 7/24 ISO taper became one of the most popular systems on the market. However, the design encounters limitations related to accuracy at high speeds. Generally, the spindle taper starts to open up from centrifugal force around 20,000 rpm. If the system doesn’t have any interference fits, this is the point that the taper starts to lose contact, allowing the tool to move up within the spindle.
One Kennametal design that has recently been improved for titanium is the “KM” tool-spindle interface, which secures the toolholder with a ball mechanism that acts on the surface of a bore. In the new KM4X system, the improvement relates to restricting the interface’s bending, which is important when milling high-force materials like titanium. In end milling applications, where projection lengths are long, the limiting factor is this bending. For example, an indexable helical cutter that is 80 mm in diameter with 250 mm projection from the spindle face generates 4,620 N-m of bending moment but less than 900 N-m of torque. The new KM4X system offers high clamping force and rigid interference to provide high stiffness and high bending moment capacity for improved performance in titanium.
Maximizing System Dynamic Stiffness
When machining with extended-length setups, undesirable regenerative vibrations (chatter) can occur and cause poor surface finish, dimensional control issues, and premature tool wear. Shops are often forced to reduce cutting parameters to avoid chatter, decreasing productivity. Chatter occurs when the waviness on the workpiece left by the previous pass causes fluctuations in the cutting forces due to the variation in chip thickness. This variation in cutting forces then leaves more waviness on the workpiece, causing more variation in the cutting forces, which leads to regenerative chatter. Amplitude of vibration grows and may reach levels where the tool bounces out of the workpiece or causes a catastrophic failure.
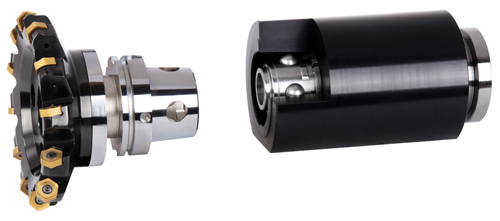
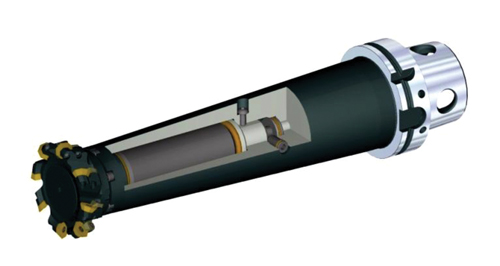
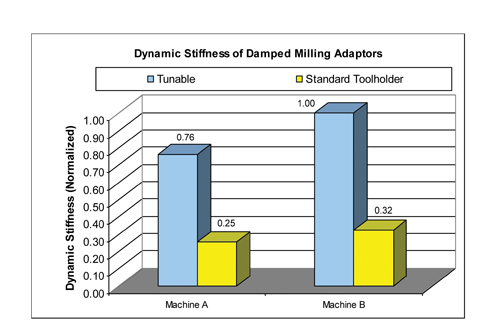
A way to reduce vibration and maintain high metal removal rates is to increase the dynamic stiffness of the system. Dynamic stiffness is proportional to the product of static stiffness and dampening ratio. While static stiffness of a tool can be increased by the use of shorter tool setups or larger toolholder diameters, a tunable tooling system from Kennametal provides the means of maximizing the dynamic stiffness through the use of a passive dynamic absorber. The system (now available for milling adapters) is designed so that the internal mass will vibrate at a frequency close to the natural frequency of the most dominant vibration mode of the system. The motion of the internal mass dissipates energy to prevent chatter. Every machine tool has its own dynamic signature, but tunable adapters allow the user to adjust the passive damper, tuning the tool for the machine’s specific signature, even if that signature changes over time. This tuning is also important when milling cutters with different masses are used, where the natural frequency of the system may shift.
In metalcutting tests, good correlation between dynamic stiffness and vibration levels measured on the spindle housing has been observed. Vibrations can not only cause premature tool failure but also reduce the spindle bearing life. Preventing vibration from propagating through the machine will promote longer life of components and better maintain the machine’s accuracy over time.
In other words, taking a systems approach to titanium machining yields benefits beyond increased tool life. Other benefits include more consistent and improved part quality, improved spindle performance and higher machine tool accuracy.
About the authors: The authors are all in engineering roles with cutting tool manufacturer Kennametal. Thomas Long is global engineering manager for indexable milling. Ruy Frota de Souza is engineering manager for tooling systems. Christoph Gey is engineering manager for holemaking and end mills. Shi Chen is senior product engineer for lathe systems.
Drilling Concepts

A wide third-margin land balances forces to act against a pendulum motion of the drill.
Drilling in titanium is another difficult task. Due to the mechanical and physical properties of this material, creating holes of high quality in terms of straightness, cylindricity and roundness is challenging. High dynamic forces are usually coupled with rapid chip segmentation, which, in the case of titanium, occurs at very low cutting speeds. Kennametal’s Y-Tech drill uses uneven flute-to-flute spacing to control these dynamic forces as well as the pendulum motion of the drill as it emerges from difficult materials. The position of the cutting edges creates a radial force that is balanced by a wide third-margin land pressed against the hole wall. This distribution of forces reduces the dynamic force impact, resulting in better roundness and cylindricity of the drilled hole.