
Cylinder Head Porting On A Turn/Mill Machine
This complex milling operation is performed effectively on a machine that does turning.
.jpg;width=70;height=70;mode=crop;format=webp)



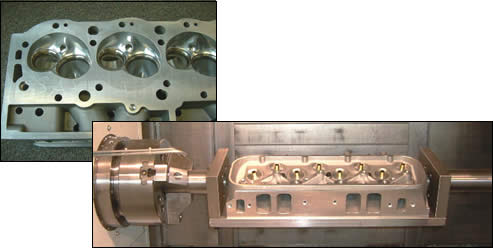
Porting a car engine's cylinder head refers to fine-tuning the shapes of the ports that direct airflow to and from the cylinders. To improve its process for porting, a manufacturer of high-performance heads for racing engines will use a multitasking machine that is capable of milling and turning.

For precision milling deep inside of curving channels, the process uses this “lollipop” tool. Higher spindle speeds permit a diamond-coated version of this tool, which may significantly improve machined finishes.
CNC milling is the machining that an automotive cylinder head is likely to require. Turning is not a capability you would look for in a machine tool meant to run such a part.
Indeed, when Mazak (Florence, Kentucky) first started to work on a better machining process for the benefit of a maker of high-performance heads, the machine tool company’s first attempt involved a five-axis machining center. But Robin Cave, national applications engineer for Mazak, says that a more capable and efficient process has now been developed for an Integrex machine.



“Integrex” is the company’s brand name for a family of CNC turn/mill machines. The term is traditionally associated with multitasking lathes.
However, the machine tool proving effective at cylinder head porting is no lathe, says Mr. Cave. It’s an “e”-series Integrex, and this distinction is significant. Earlier machines in the family have the slanting structure of a lathe, with the wedge-shaped work zone causing Y-axis travel to get progressively more limited toward the bottom of the machine. The e-series design gives the machine’s milling spindle the freedom to move like a machining center can move, with a box-shaped work zone permitting the same full field of travel at the machine’s top or bottom. The unit is still a turn/mill machine, but while the traditional Integrex might be thought of as a lathe effective for milling, the e-series version is essentially a machining center effective for turning.
The machine permits full five-axis milling. While B-axis motion comes from the tilting of the e-series machine’s spindle head, C-axis motion comes from the rotation of the horizontal spindle used for turning. The maker of cylinder heads does no turning on this machine, but instead uses this turning spindle exclusively in the five-axis mode. This direct-driven rotation does not involve a worm gear, unlike a previous process in which the company used indexers on vertical machining centers.
Related Content
-
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
-
Inside an Amish-Owned Family Machine Shop
Modern Machine Shop took an exclusive behind-the-scenes tour of an Amish-owned machine shop, where advanced machining technologies work alongside old-world traditions.
-
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.








