
Grinder Offers Precise, Single-Setup Production
Studer’s S33 cylindrical grinding machine from United Grinding Technologies provides rigidity and precision along with the flexibility to complete multiple operations in a single setup.

Joel Schoening, grinding technician and lead man, checks the shoulder probe on the Studer S33. The part held between centers is a 16-inch-long shaft with nine different grinds, all of which can be performed in only two setups.
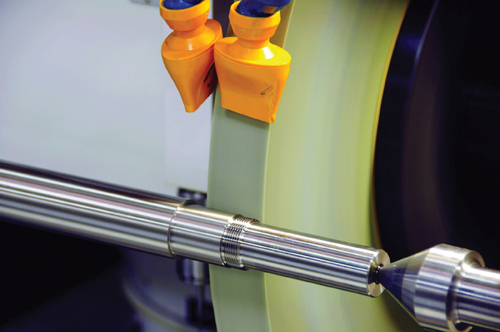
With the S33, the shop can hold 50 millionths concentricity between this 16-inch shaft’s nine diameters, which range in size from 0.75 inch to 1.5 inches.
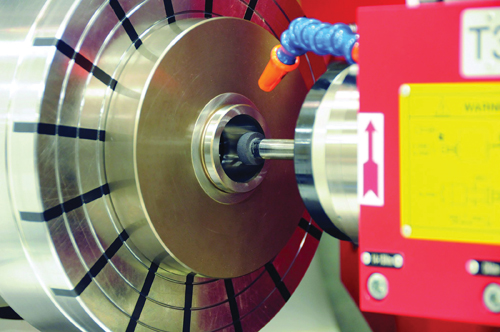
The ability to perform external grinding, internal grinding (shown here) and face grinding in a single setup enables the shop to consolidate operations that previously would have required multiple machines.
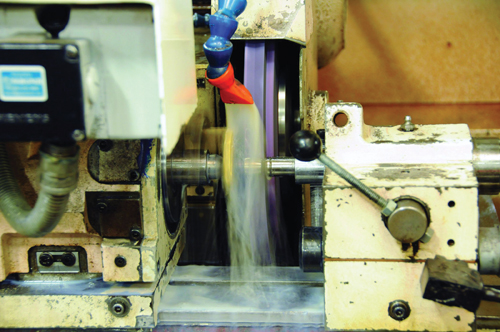
After more than 20 years, the shop’s S20 still is still capable of meeting precision requirements that range from 0.0001 to 0.0004 inch.

Harlen Gibbs, operations manager at Minnesota Grinding, says the S33 has made the shop more productive and competitive.
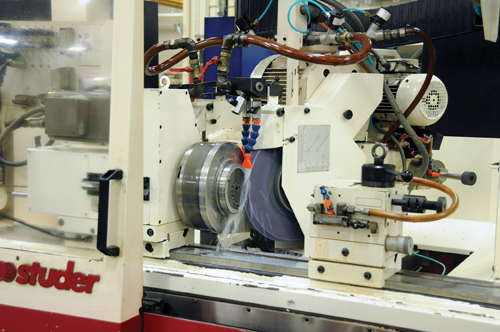
Minnesota Grinding’s new S33 joins three other Studer machines on the shop floor: an S20 and two S40s. Note the angle of the wheel in this close-up of the workzone of one of the latter machines.















Related Content

How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More