From the moment of its founding, R&M Mfg has strived to achieve growth through diversification in terms of both the services it provides and the industries it supplies. Rather than adopting a more conservative posture when revenues dipped in 2009, the company made investments to pursue new business even more aggressively, specifically targeting tough wind energy and aerospace work. Lean implementation, a facility expansion and other such efforts brought the company a long way toward reaching its goals, but the true difference-maker was an investment in two turn/mill machines and two large HMCs from Mazak (Florence, Kentucky).
Based in Milton, Wisconsin, R&M was founded in 2004 when Mark Merk received word that the automated assembly equipment manufacturer where he’d worked for 25 years would soon close. Similarly to R&M’s later efforts to invest amid a dire recession, Mr. Merk saw opportunity in a situation that would likely cause others to despair. “At age 50, I didn’t want to have to move my family in pursuit of a job, and I knew that a lot of other people affected by the plant closure felt the same way,” he recalls.
Enter R&M, a provider of precision machining, engineered assembly and fabrication services. To start the business, Mr. Merk purchased a facility with 20,000 square feet of floor space and 2,000 square feet of office space, along with much of the equipment used in the former plant. The company’s first 10 employees were handpicked from the most talented and experienced of those who had recently been laid off from his former employer.
Two years later, that initial workforce had doubled amid a steadily increasing revenue and customer base. In 2008, the company was purchased by a customer, David Underwood, and Mr. Merk shifted into the role of vise president of sales. Thanks in part to an increased emphasis on sales, the company ended that year with $11 million in revenue, compared to $2 million when it started four years earlier.
Despite this success, 2009 would bring substantial challenges to further growth. Seeking to offset reduced order quantities resulting from the economic recession, R&M recognized opportunities for new business in wind energy and aerospace. However, breaking into those sectors would be difficult because many of those jobs are shifting toward exotic materials with tight tolerances and complex geometries. Additionally, it seemed customers were moving to shorter and shorter turnaround times. “We used to have seven to ten days to provide a quote, and then the customer would want delivery in eight weeks,” Mr. Merk recalls. “Now, they want a quote within two days and delivery in two to three weeks.”
In response, the company expanded the facility to 45,000 square feet—more than double its original size—obtained new ISO certification, and implemented a 5S project and other lean initiatives to reorganize and streamline operations. Despite these efforts, it soon recognized that it would need new machining technology to set itself apart from similar operations by pursuing tough energy and aerospace work. Specifically, the company determined that it required a pair of HMCs to replace outdated models. It would also need a pair of turning centers with milling capabilities that could meet stringent tolerance requirements and combine multiple operations on one platform. All of these machines would need the capacity to handle large parts.
In December 2009, the company took delivery of a Mazak Quick-Turn Nexus (QTN) 350 MY turning center. The next month, that machine was followed by a QTN 450 MY turning center and an HCN 6800 HMC with a Palletech automation system. An HCN 10800 HMC completed the quartet in March 2010.
In addition to high precision, Mr. Merk says the turning machines’ greatest benefits are their Y axes and live tooling, which enable combining multiple operations on a single platform. The horizontals, which replaced older models at R&M, feature heat compensation features, software packages and other technologies not available even a decade ago. Mr. Merk says the machines’ integrated Palletech pallet systems are especially useful for saving time. “You can stage 24 different jobs, hit the cycle start button and walk away,” he notes.
Mr. Merk cites one project for the Department of Defense as an example of the sort of work the shop has been able to pursue since investing in these machines. The job involves parts made of a special grade of steel that require tolerances ranging to ±0.0003 inch and 30-Ra surface finishes. In the past, these complex components would have required operations across a series of machines. Now, the company can machine the parts complete with only two: the HCN 6800 and QTN 350 MY. “A lot of that is due to the live tooling and Y-axis capabilities on the QTN 350 MY, which eliminate a substantial amount of setup time” Mr. Merk explains.
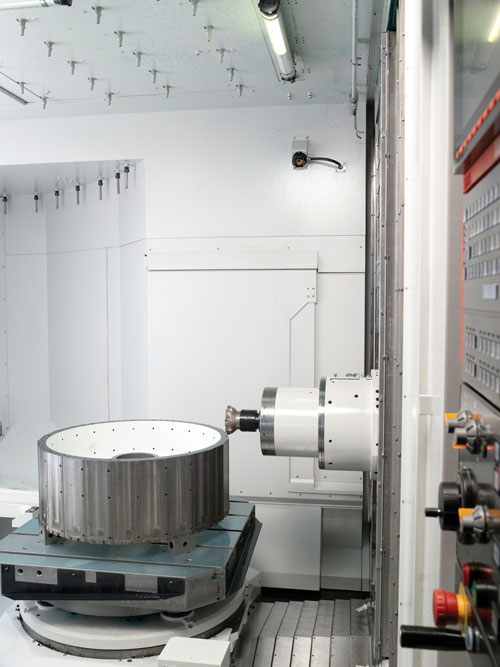
As for the company’s foray into wind energy work, Mr. Merk cites a family of large bearing sleeves that fit to the main shaft of a system’s generator. The 4140 steel components can be as heavy as 1,500 lbs and as large as 6 feet in length and 15 inches in diameter. Each part’s ID and OD must be machined to within ±0.0005 inch, and they require 20-Ra surface finishes. The sleeves were previously produced by another manufacturer, which would machine the parts to within 0.01 inch before sending them out for finish grinding to meet stringent OD and ID requirements. “We analyzed the cost of these parts and realized that about 50 percent of it stemmed from the outsourced grinding,” Mr. Merk recalls. “If we could eliminate that, we could provide the customer with enormous savings.”
The company found that in addition to meeting the tolerance and surface finish demands, which eliminated the need for grinding, the QTN 350 MY could machine each bearing sleeve in a single operation. Demonstrating this achievement to the wind-systems producer not only won the job, but also started a relationship that continues to pay dividends, Mr. Merk says. “We drove a lot of savings to that particular customer, so they took a harder look at us. Since then, the opportunities haven’t stopped.”
Although the new machines were chosen primarily based on the technical capabilities necessary for the jobs R&M wanted to pursue, that wasn’t the only reason the company chose Mazak over other builders. “They’ve made a clear commitment to our success, and that adds a whole other layer to the benefits we receive from the technology,” Mr. Underwood says. More specifically, he notes that the builder quickly responds to service calls and works to maintain a relationship with the company. “There are a lot of days when I’ll come in and a Mazak rep will be on the floor. I’ll go down to see if there was an issue he was responding to, but it’ll turn out that he just had some free time and wanted to stop by and do some continuing training with our operators.”
The builder’s training services, which R&M has leveraged to cross-train much of its workforce, are especially valuable, he adds. As a result of this training, every shopfloor employee can run at least two different types of machines, and 75 percent of the workforce can operate any machine. Broadening employee expertise improves flexibility and makes the company more likely to succeed in machining challenging parts than similar smaller operations, establishing a strong position as the economy continues to recover. “We’re in an arena where we’re playing with the big boys,” Mr. Underwood concludes. “There aren’t too many shops like ours that can quickly and accurately machine extremely high-tolerance parts. Mazak helps us participate in that market.”