
In Latest Version Of
Look-ahead is a common CNC capability today. The term describes the control's ability to read ahead some number of blocks in the program, to anticipate sudden changes in speed or direction and react accordingly. Different CNCs look ahead different numbers of blocks. But are more blocks better?




Makino has introduced the latest version of its Super Geometric Intelligence system for machining complex forms at high feed rates.
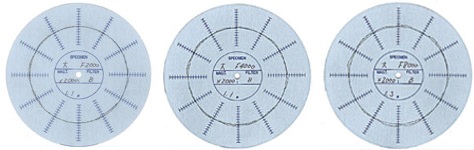
The new version of the system offers improved circularity. In these circularity plots, each radial hash mark indicates a distance of 1 micron. These plots represent feed rates of about 80, 160 and 320 inches per minute.
"Look-ahead" is a common CNC capability today. The term describes the control's ability to "read ahead" some number of blocks in the program, to anticipate sudden changes in speed or direction and react accordingly. Different CNCs look ahead different numbers of blocks. But are more blocks better?
Not according to Makino (Mason, Ohio). The company just introduced the latest version of its "Super Geometric Intelligence" feature, SGI version 3. Look-ahead is one component of this package of control system capabilities for machining molds, dies and other complex parts at high feed rates. And where the original SGI introduced in the late 1980s offered 120 blocks of look-ahead, the new version 3 offers...well, still 120 blocks of look-ahead.



But more than that isn't needed, Makino says.
Company die/mold product specialist Tom Siegel explains why. When other control system features are advanced enough, he says—for example, when processing time is fast enough, feedback resolution is fine enough, and other factors are in place—there comes a point where the control can respond quite effectively within a 120-block margin, even during the fastest cuts. Accordingly, the company's SGI package includes look-ahead, fast processing, fine feedback, and a variety of other features as part of one integrated system.
The newest version has two patents pending, the company says. One reflects the fact that feed rate acceleration is the same whether the machine is in feed mode or rapid traverse mode. The other patent pending is for a process that permits improved circularity. SGI 3's ability to follow a circular tool path at high feed rates is twice as precise as that of the preceding version.
Control feedback is perhaps the aspect of the system where numbers have changed the most dramatically. The system delivers 1 million pulses per revolution of the servomotor/ballscrew. Compared to the first version, this is an improvement of better than 15 times.
Mr. Siegel says the system is not retrofitable. It's only available on new Makino machines using the Fanuc 16i control. In fact, the system shares technology in common with what GE Fanuc (Charlottesville, Virginia) calls "High Precision Contouring Control."
The benefits of the SGI system go beyond faster cycle time, Mr. Siegel says. In fact, shorter machining time may be the least of the benefits in die or mold machining. Instead, the ability to machine accurately at high feed rates means lighter cuts can be taken more efficiently, and NC tool paths for complex forms can be defined using more (and shorter) chords. Both improvements can result in more accurate geometries and better machined finishes. In addition, smoother cutting translates to less wear and tear on the cutter and the machine tool both.
Related Content
-
Tool and Die Shop Discovers New Opportunities With First CNC Machine
In a shop that stamps millions of parts per year, the arrival of a CNC machining center is opening new pathways for production and business.
-
Hexagon Acquires TST Tooling Software Technology
Hexagon acquires TST Tooling Software Technology, a distributor of VISI, Hexagon’s CAD/CAM software for the mold and die sector, and PEPS CAM software.
-
Cimatron's Updated CAD/CAM Software Streamlines Mold Design
Eastec 2023: Cimatron V16 includes a clean new user interface and increased automation for faster mold design, electrode creation and NC programming.








