
Multi-Axis Drill Sharpening Made Easy
Today, metalworking is privy to some very remarkable performances by the combination of things mechanical and things electronic--mechtronics. We've seen the reality of lights out shift operations. Programming systems that make what was state of the art 5 years ago seem like writing with a hammer and chisel. An example of the melding of mechtronics is this new drill sharpening system.




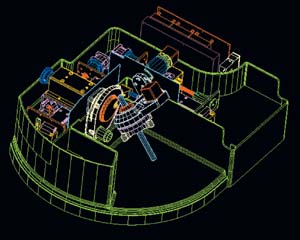
These wire-frames show how the Darex XPS-16 articulates the drill in four axes. The sharpening routines are built into the CNC and are fully automatic once the type of tool point is specified. Length, diameter and web thickness is optically sensed when the drill is inserted into the sharpener. Up to 25 special drill point geometries can be programmed and stored as well.

The new Darex CNC drill sharpener is a fully automatic, four-axis unit that uses a superabrasive wheel with built-in hones to sharpen drills in under a minute. It can sharpen standard conic and four facet points on HSS, carbide and cobalt drills. The machine comes complete and is designed to be able to sharpen drills within 5 minutes of installation.
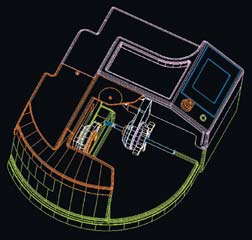
These wire-frames show how the Darex XPS-16 articulates the drill in four axes. The sharpening routines are built into the CNC and are fully automatic once the type of tool point is specified. Length, diameter and web thickness is optically sensed when the drill is inserted into the sharpener. Up to 25 special drill point geometries can be programmed and stored as well.
It's generally true in manufacturing that the easier something is to use, the more sophisticated it actually is. Ease of use is a euphemism in our industry for very excellent design and hard work behind the scenes resulting in apparent simplicity for the user. It's like an athlete whose performance seems effortless: The practice time, injuries, pain and training are transparent to the happy fan who only sees a record fall or a competition won.
Today, metalworking is privy to some very remarkable performances by the combination of things mechanical and things electronic—mechtronics. We've seen the reality of lights out shift operations. Programming systems that make what was state of the art 5 years ago seem like writing with a hammer and chisel.



An example of this melding of mechtronics is a new drill sharpening system recently introduced by Darex Corporation (Ashland, Oregon). Its ease of use certainly belies its sophistication.
Called the XPS-16, this CNC sharpening unit is compact and table-top mountable. It's a full four-axis tool grinder that's designed to be fully automatic and represents 3 years of development work.
The machine sharpens twist drills from 1/8 to 5/8 inch (3 mm to 16 mm) in diameter, up to 8 3/4 inches long and at angles from 118 to 140 degrees. Macros built into the CNC accommodate conical, four facet, split point and radius split point drills. The CNC is programmable for custom drill geometry and is capable of storing 20 to 25 special point configurations.
In operation, a drill is inserted into the machine. The operator need only identify the point type, selected from graphics on the CNC's display screen. According to the company, that is literally all the data input required.
Optical sensors in the tool grinder automatically measure drill diameter and drill length; find the cutting edge; and calculate the web thickness. A superabrasive, CBN or diamond wheel does the sharpening.
Metal removal is set at a minimum to preserve the drill; generally 0.005 to 0.008 inch is removed. This can be overridden to up to 0.020 inch if more material needs to be removed because of a gouge or nick in the edge.
The machine is equipped with CBN and Diamond wheels that are designed to sharpen 2,000 to 4,000 drills. The CBN wheel is 150 grit and the diamond is 320 grit. With superabrasive wheels, the XPS-16 can sharpen HSS, cobalt and carbide materials.
When sharpening a carbide drill, the edge must be honed to prevent fracture. A unique feature of this new sharpener is a built-in hone, consisting of a brush impregnated with silicon carbide. The honing operation is part of the automatic cycle.
Darex has designed this drill sharpener to be operated by virtually any shop personnel. The idea is to allow the machine operator who needs a quick sharpening to simply put the drill in the machine, select the drill point, and in under a minute the dull drill is sharp and ready to go back to work.
Related Content
-
Walter Launches New Solid Carbide Drill
The DC118 Supreme solid carbide drill provides high rigidity against deflection, superior centering accuracy and four margins with corner chamfers.
-
Tungaloy Expands Drill System With Drill Sleeves
Adding drill sleeves to the standard lineup enhances drilling productivity of Swiss-type sliding-head automatic lathes.
-
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.








