Automating Toolpath Optimization
New software features toolpath simulations that run during post processing and automatically updates code, with no editing required by the programmer.

Jerry Gustafson, manager of NC programming at Valley Machine Shop, says that SmartPath saves him time both in terms of setups and reprogramming code every day.
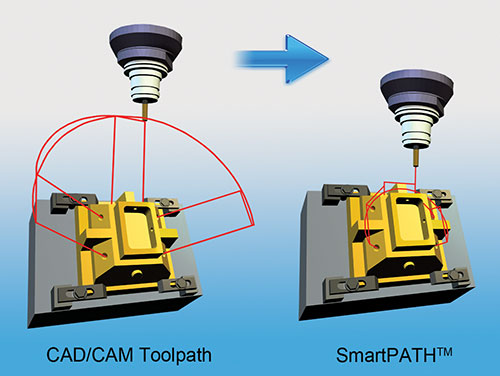
At left, a CAD/CAM generated tool path requires a great deal of space within the machine enclosure, while the optimized version at right offers more efficient and streamlined movements.
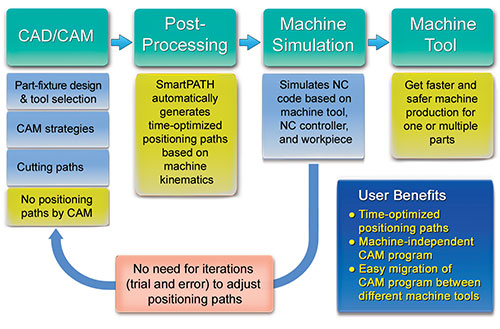
Automated positioning path generation, optimization and NC code simulation minimize downtime and maximize production.

Finished parts are palletized and ready to ship to nearby aerospace facilities. Valley Machine Shop is recognized as a Tier-One supplier.



Machine programmers and operators know that valuable production time is lost due to unnecessarily long repositioning motions between cutting paths, unexpected collisions and over-travel. Detecting and correcting these problems historically has absorbed a great deal of the NC programmer’s time and attention as well, requiring code editing for days on end. However, software now is available that embeds simulations into the post processing phase, identifying the optimal tool path and automatically applying the results. Not only that, but the program can easily be transferred between different five-axis CNC machines and setups, making adjustments without assistance from the programmer.
Jerry Gustafson, manager of NC programming at Valley Machine Shop, located in Kent, Washington, about 20 miles south of Seattle, has experienced this firsthand since adopting ICAM’s SmartPath toolpath optimization technology (patent pending). In fact, Valley was the sof tware company’s official beta tester during its development. “As a programmer, I’m now able to focus my energies on other things knowing that this software will run simulations during post processing and automatically apply its findings without the need for my involvement,” Mr. Gustafson says.



INTO THE VALLEY
Founded in 1974 by Victor and Valerie Dalosto, Valley’s growth has followed that of advances made in industrial manufacturing, particularly aerospace, the company’s specialty. Now celebrating his 23rd year with the company, Mr. Gustafson has enjoyed a front-row seat to the introduction of machining processes and equipment that he wouldn’t have thought possible two decades ago.
“The company’s first shop was on the Dalosto’s property, and then we moved into a slightly larger space,” he recalls. “But we were really small in the early days, and it was all about three-axis machining.”
As orders grew from its primary aerospace customer, so did Valley. The company eventually moved into the spacious facility it currently occupies, lined with Mori Seiki turning machines; Mitsubishi, Mori Seiki, Makino and Haas machining centers; and no fewer than six five-axis machines from OEMs such as SNK, Haas and Makino. With such a robust lineup of metalworking equipment on hand, optimization began taking priority over physical growth. “We decided it was time to make sure we were getting the most out of what we already had,” Mr. Gustafson says.
While seeking out snags in the company’s workflow, a central issue quickly surfaced. It involved the amount of time Mr. Gustafson, as programmer, was devoting to writing corrective code once post processing had been completed and simulations run—often with the added aggravation of being unable to obtain original post-processing programs for equipment that hadn’t been purchased directly from OEM dealers. Such problems quickly began chipping away at a machine’s value, from a production standpoint, because so much time was required to keep it running. That’s when Mr. Gustafson began researching post processing software development companies and the state of their latest technologies.
PRODUCTIVE PATHS
Some time before, Brian Francis, director of research and development at ICAM, which is headquartered in Sainte-Anne-de-Bellevue, Québec, Canada, had begun considering the possibility of developing a new technology, which eventually became known as post processing with integrated virtual machining (PPVM). While there was software available to identify toolpath problems, the simulations had to be run after post processing, and there was no automated means of connection between post processing and simulation; the programmer had to rewrite the code manually before it could be loaded into the CNC machine. Mr. Francis envisioned something that could not only predict—and therefore prevent—collisions and overtravel from happening in the first place, but also would automatically identify and apply the mostproductive tool path.
In 2011, Mr. Francis met Javad Barakchi, a mechanical engineering graduate student just beginning his postdoctoral work, and hired him to oversee the project that he’d had in mind for so long. “We decided to call it ‘SmartPath,’ since that really encompasses everything we wanted to achieve,” Mr. Francis says.
Before beginning the project, Mr. Barakchi conducted a survey of the company’s existing clientele, asking what problems they were encountering and what solutions they’d like to have on hand. “The top two issues we identified were toolpath collisions and the machine axes overtravels,” he recalls. “Other problems included the amount of time that was being spent creating and editing CAM positioning paths, so we definitely felt that we were on the right track after hearing from the end users.”
The first, and most time-consuming, aspect of addressing these issues was coming up with a “general solution” that would apply to all types of five-axis machining centers, making the technology “machine independent.” Another was to automate certain processes where the NC programmer had once been forced to step in. The goal was to develop a solution that merged simulation with post processing. This would enable automatic development of programs that avoid collisions and over-travel, and can be shared between five-axis CNC machines, all while significantly reducing NC program preparation time.
READY FOR BETA
By 2012, SmartPath was deemed ready for a soft launch, so it was introduced at the International Manufacturing Technology Show (IMTS). “To be honest, we were also looking for a good candidate to begin working with the software so that we could get a sense of how it functioned in a real-world manufacturing environment,” Mr. Francis says. “We knew Jerry Gustafson, since Valley was already using our post processors, but he really seemed to ‘get’ this software’s potential. That’s one of the primary reasons we approached him about working with us on this project.”
Mr. Gustafson recalls considering how useful it would be to have software that could combine post processing with virtual machining, and then automatically apply the results. “That really appealed to me, having a solution that solved two problems at once, allowing me to invest my time in other things besides writing code and editing posts,” he says.
Already a year in development, the software’s second year consisted of close contact between Valley and the designer, with the machine shop testing the software and reporting any challenges it encountered. Not only did ICAM benefit from the relationship, but Valley did as well, taking the exercise as an opportunity to review the efficiency of its own machining processes. After a site visit earlier this year for testing and to ensure that all of Valley’s concerns had been addressed, the company placed a purchase order and became the first official SmartPath user.
RAPID ROI
Almost immediately after implementation, Mr. Gustafson began noticing the benefits, including:
• Reduction in NC program preparation time. According to Mr. Francis, CAM systems provide powerful cutting strategies, but are far less capable and safe when it comes to producing the rapid motions that link these cutting paths together because they do not accurately simulate CNC positioning motions. SmartPath uses machine simulation while post processing to recomputed CAM-generated rapid positioning motions, replacing them with CNC-machine-specific collision and over-travel-free paths. The software can automatically do this for any CNC machine type (head rotaries, table rotaries, mixed) without reprogramming and without NC programmer intervention.
• Reduction or elimination of NC program simulation time. Traditionally, simulation software is used to detect collisions and over-travel conditions in NC programs before running them at the CNC machine. However, there is no automated link between simulation and CAM. It is the NC programmer who must effect the necessary changes in the CAM system rapid positioning paths, a process that requires knowledge of CNC machine kinematics and which can be difficult and time consuming. Alternatively, SmartPath automates this process, the developer says, by entirely eliminating the need for the NC programmer to define or refine CAM rapid positioning paths.
• Increased flexibility to move NC programs between CNC machines. Toolpath positioning strategies differ considerably depending on the type of CNC machine and whether the machine drives the tool tip or the individual axes. Moving an NC program from one machine to another requires the NC programmer to review and modify CAM positioning tool paths to suit the new target machine’s positioning strategy, again, a process that requires knowledge of CNC machine kinematics and which can be difficult and time-consuming. It is also a process that is now entirely unnecessary, Mr. Francis says, since the software can automatically do this for any CNC machine type without reprogramming and without NC programmer intervention.
“In the early days of this partnership, they were really keen on the software’s ability to transfer programs from machine to machine, but I told Brian and Javad that this was really more of an everyday tool,” Mr. Gustafson says. “I program for certain machines every day, so every time I change from cutting this pocket to rotating around to cut another one, this program is helping save me time. That’s where your investment really begins paying off, by slashing the time you have to spend programming. And setup time is significantly reduced as well—and I mean by a couple of days, not hours.”
In addition, SmartPath helped save Valley a significant capital investment by making a machine productive that hadn’t been functioning up to expectations. “We’d put a lot of money into that machine,” Mr. Gustafson says, “so to finally have it up and running smoothly was icing on the cake.”
POINT OF ENTRY
After more than two decades in the aerospace industry, Mr. Gustafson possesses an in-depth understanding of metalworking and how it has evolved over time. Equipment and technologies upon which he now relies on a daily basis were once unimaginable, and he admits to sometimes thinking of how much easier the transitions Valley has made—from three- to four- and finally to fiveaxis machining, for example—would have been, had software such as SmartPath been around.
“I think a lot of companies have struggled with getting into five-axis machining because the programming has traditionally been so difficult, and this software has really minimized the need for that kind of in-depth knowledge,” he says. “If you’re a company that wants to get into five-axis machining, but you’ve never done it before, the learning curve has been flattened significantly.”
















Related Content

All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read More
Top Shop Builds Upon Employee Ownership for Future Success
In its quest to become the Fox Valley’s best-in-class employer, A to Z Machine has adopted an ESOP, expanded benefits and invested in apprenticeships.
Read More
When Handing Down the Family Machine Shop is as Complex as a Swiss-Turned Part
The transition into Swiss-type machining at Deking Screw Products required more than just a shift in production operations. It required a new mindset and a new way of running the family-owned business. Hardest of all, it required that one generation let go, and allow a new one to step in.
Read MoreRead Next

Hassle-Free Posts Boost Programming Confidence
For this manufacturer of complex one-offs, TruePath software from CAMplete solutions has eliminated the need to fine-tune postprocessors and ensures programs and simulations accurately reflect what actually happens on the shop floor.
Read More
Students Cast for a Better Understanding of Part Processing
How manufacturing processes are interrelated is an important lesson for students pursuing their preparation for careers in manufacturing engineering. One school teaches this vital connection by linking the quality of CNC programming with parts cast in machined dies.
Read More
Postprocessing System Eases Technology Adoption
At this aerospace manufacturer, software from ICAM minimizes time spent reworking out-of-the-box postprocessors for new machines and improves confidence in part programs.
Read More