
Rigidity Proves Key to Precision Boring
Thanks to a more rigid boring head from Big Kaiser Precision Tooling, a new machine that had been relegated to only roughing jobs is now holding the tight true-position and diameter tolerances that this shop’s customers have come to expect.
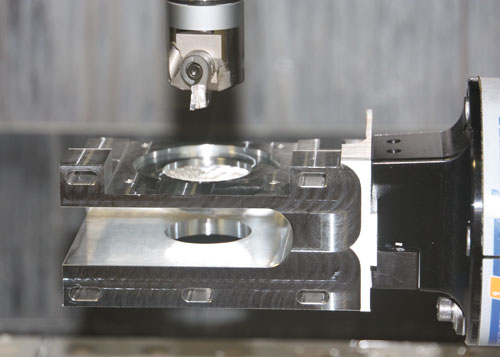
One of N.C.E.’s Kaiser series 310 EWN finish-boring heads goes to work on a medical industry motor mount in 6061-T6 aluminum. The 73.1-mm-diameter bore is held to a tolerance of +0.015/-0 mm.

Gerald Fazis, owner of N.C.E., is holding a Kaiser EWN32ExKB3 finish-boring head. Mr. Fazis says accuracy and surface finish improvements convinced him to implement the more rigid Kaiser boring heads on all CNC machines in the shop after only a single test run.
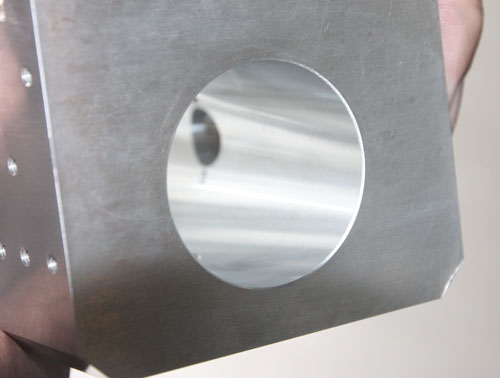
This part offers an example of the surface finish N.C.E. can achieve with its new Kaiser EWN boring heads.
















Related Content

Tungaloy Expands Drill System With Drill Sleeves
Adding drill sleeves to the standard lineup enhances drilling productivity of Swiss-type sliding-head automatic lathes.
Read More
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
Read More
Walter Extends Line of Precision Boring Tools
The new boring tools employ modular components such as cartridge holders and extensions, which are matched to the system, utilize an extensive range of indexable inserts suited for precision boring and can be used for all material groups.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More