
Rigidity Required When Grinding Challenging Materials
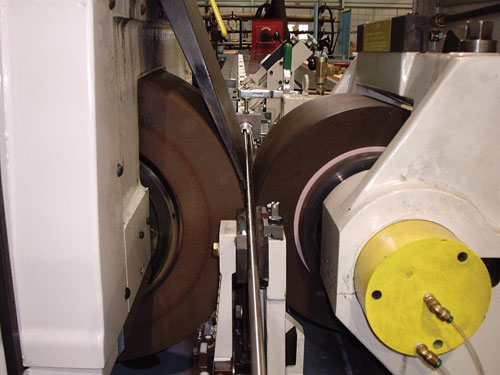
Effective centerless grinding of hard materials requires a machine that is capable of damping process vibration at high wheel speeds and providing the rigidity to withstand very high cutting forces.
.jpg;width=70;height=70;mode=crop;format=webp)
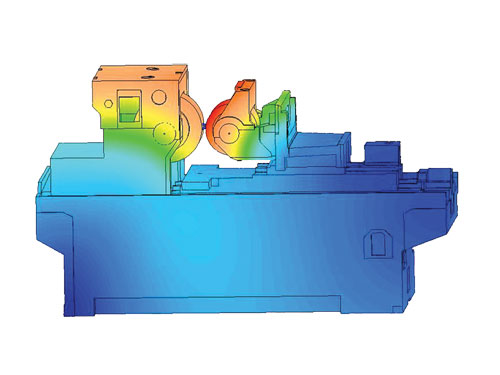
This finite element analysis image depicts the stiffness of components that comprise a modern centerless grinding machine. Rigidity is an important consideration when grinding challenging materials.
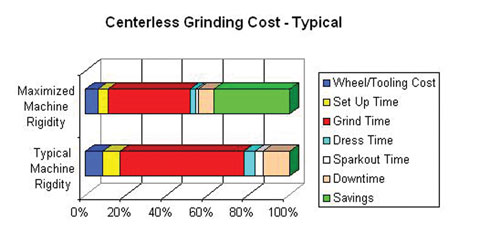
This chart shows how machine rigidity impacts centerless grinding productivity. Stable equipment enables shorter grinding cycles and reduces the time required for many other aspects of a grinding operation.



Manufacturers in a variety of industries are increasingly integrating difficult-to-machine materials into their new product designs. Greg Payne points out that this presents opportunities to shops that have the equipment and know-how to machine titanium, tungsten carbide, stainless steel and even more exotic materials such as hafnium that design engineers are specifying. Mr. Payne is the centerless grinders products manager for Cinetic Landis Corp., headquartered in Hagerstown, Maryland. He says machine rigidity is the key to effective centerless through-feed, in-feed and form-grinding operations of these materials.
The first inclination when developing a centerless grinding process for challenging materials often is to increase wheel speed, Mr. Payne explains. Modifications such as adding air/oil-lubricated spindle bearings can allow older equipment to achieve speeds as high as 12,000 SFPM. (Speeds as high as 20,000 SFPM are possible using new centerless equipment.) However, when grinding hard materials such as tungsten carbide, a machine must not only be capable of damping process vibration effectively at high wheel speeds, but also withstanding very high cutting forces. It takes a great deal of force to enable even a diamond wheel’s abrasive grains to penetrate the surface of tungsten carbide. This is why it is important to consider overall machine rigidity and stability for these applications.



Mr. Payne says design elements of the company’s Landis Cincinnati Viking and RK series of centerless grinding machines provide a rigid platform for processing difficult materials. For instance, their one-piece, cast iron base has a honeycomb of ribs that is filled with a stiff composite material possessing extremely low thermal conductivity. While other grinding machines also use cast iron bases, Mr. Payne says the cavities in those bases are often added only where needed to contain fluids, to accommodate wire runs and piping, or to simplify the casting process. They typically are not located in targeted areas to optimize stiffness and thermal stability, he notes.
The precise fit of moving elements also contributes to overall machine rigidity. Mr. Payne explains that while hand scraping of machined bearing surfaces is the most popular means to achieve a close fit, the fit produced via hand scraping provides only 50 to 60 percent of contact. Replication, a new technology in which one bearing surface is precisely machined while its mating surface is replicated in a low-friction material, is said to achieve 100 percent of contact. This technology, which nearly eliminates stick-slip issues, is used for most mating surfaces that demand a precise fit on the Viking and RK series machines.
An open-architecture, PC-based CNC allows users to fully realize the capabilities of those machines, offering programming flexibility while providing networking and embedded data-logging functions. That said, rebuilding an older centerless grinding machine and adding a new control often doesn’t deliver desired results for processing hard materials, Mr. Payne notes, because the machine structure still lacks requisite stability.
Mr. Payne says users of the company’s Viking and RK series centerless machines have achieved tolerances of ±0.0001 inch on titanium parts, experienced more than doubled the throughput on large-diameter titanium parts, and increased through-feed rate of carbide parts requiring high stock removal by 150 percent. Improvements are also possible when grinding less-demanding alloys. For these applications, a stiff machine provides higher output while maintaining process consistency and accuracy.












Related Content

8 Ways to Increase Productivity on the Manufacturing Floor
When it comes to machine shop productivity, continuous improvement depends on efficient employees, equipment and processes.
Read More
Understanding G27, G28, G29 and G30
Take a closer look at these reference position commands.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More