
Shop Capitalizes on Water Over Wire
Two abrasive waterjet systems from Omax provide a cost-effective alternative to wire EDM and enable this shop to take on new work.

Jack McGrail, president of Jack’s Machine Co., attributes the Omax machines’ ability to accurately cut parts without taper to their precision motion systems and Tilt-A-Jet accessories.

One of the primary advantages of the shop’s new waterjet is the ability to quickly rough parts like this one before conducting finishing operations on a wire EDM.
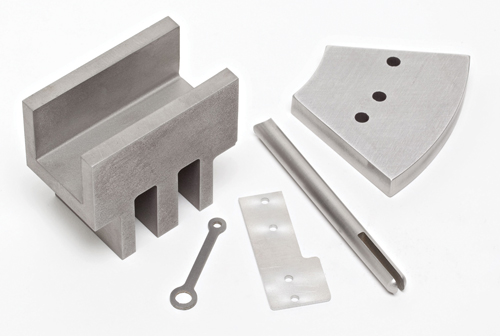
Other parts, like the ones shown here, are produced solely via waterjet.

Omax’s Intelli-Max control software easily imports customer files, enables drawing part files from scratch if needed, and offers built-in nesting functions that save time and material, says Jack McGrail, president of Jack’s Machine Co.















Related Content

View From My Shop, Episode 2: 3D Printing and Postprocessing With Tangible Solutions
Collaboration between Tangible Solutions’ additive and machining departments simplifies their work. Learn more in this episode of The View From My Shop.
Read More
Tungaloy-NTK PCD Grade Optimizes Dimensional Accuracy
The DX200 is an effective tool for machining application-specific components that demand high levels of material purity, such as metal medical implants and sputtering targets for semiconductor applications.
Read More
Five-Axis Turnkey Machine Halves Medical Shop’s Cycle Times
Horizontal five-axis machines cut cycle times in half at ARCH Medical Solutions – Newtown. But its leadership gives equal credit to a surprising factor: the OEM’s service department.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More