
Shop Taps into Versatility, Time and Cost Savings
Standardizing on one, general-purpose tap for its diverse mix of jobs has helped this shop reduce inventory, costs and downtime.
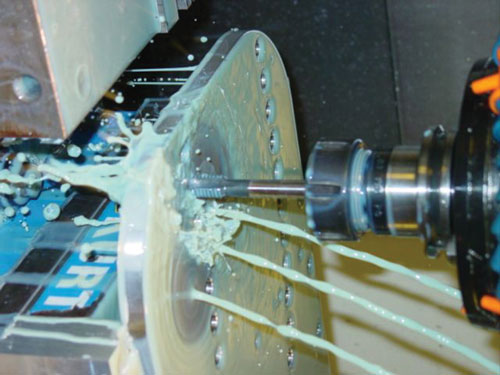
In this photo, the company taps a conveyor position plate made from 6061 aluminum. Bayside takes on a diverse range of work involving many different materials. Using a single, general-purpose tap for these jobs has reduced inventory and costs while eliminating confusion over which tool to use for which applications.
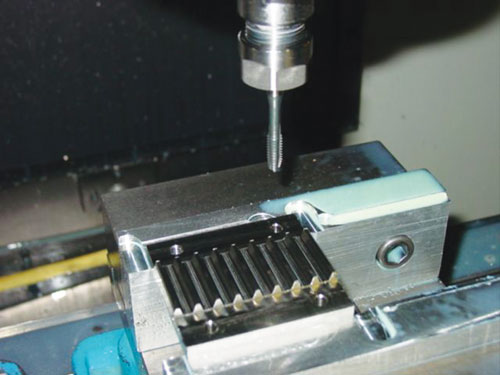
The Emuge MultiTap was used to thread holes in this 304 stainless steel belt lock component.

A closeup of the belt lock component shown above.
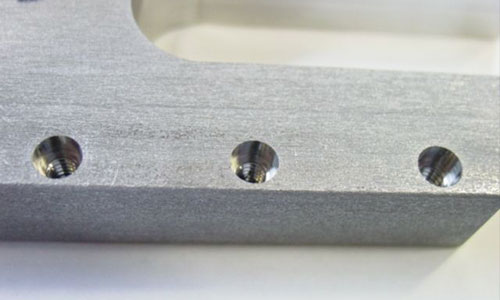
This photo depicts tapped holes in a cam follower guide made of 304 stainless steel. According to Emuge, manufacturer of the MultiTap, the tool’s versatility can be attributed in part to its high speed steel construction, Ne2 surface treatment and specialized flute geometry.

According to the company, the MultiTap performs equally well in workpieces made of harder materials like stainless steel, as well as those made of softer alloys, such as this copper elecrical post mount.



















Related Content

Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read More
Walter Extends Line of Precision Boring Tools
The new boring tools employ modular components such as cartridge holders and extensions, which are matched to the system, utilize an extensive range of indexable inserts suited for precision boring and can be used for all material groups.
Read More
Tungaloy Expands Drill System With Drill Sleeves
Adding drill sleeves to the standard lineup enhances drilling productivity of Swiss-type sliding-head automatic lathes.
Read More
Walter Launches New Solid Carbide Drill
The DC118 Supreme solid carbide drill provides high rigidity against deflection, superior centering accuracy and four margins with corner chamfers.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More