Single-Pass Vs. Multi-Stroke: The Ins and Outs of Honing
Two principal honing processes are available. It’s important to choose the right one for the application requirements.

Compressor bodies, because of bore length and surface finish requirements, are typically honed with the multi-stroke process.
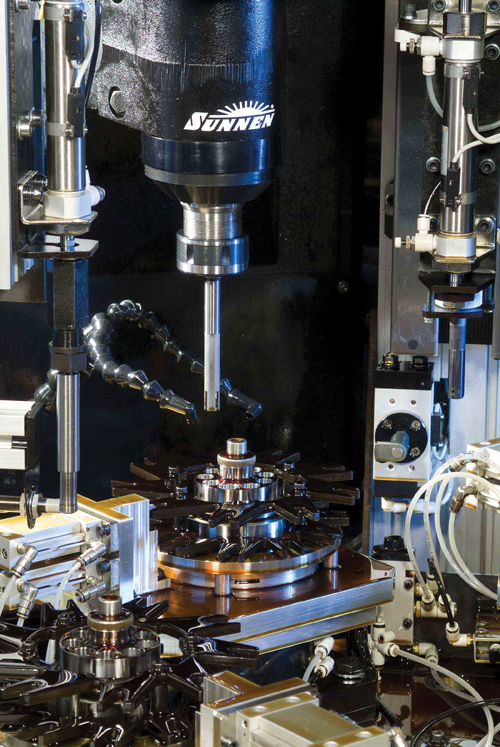
Piston pumps used in hydraulic flight control systems have clearances of 0.005 mm between moving parts, requiring precise bore size, roundness and straightness. The photo shows wobble pump bodies in a multi-spindle honing machine equipped with air gaging stations between spindles. This machine can control bore size to within 0.00025 mm.
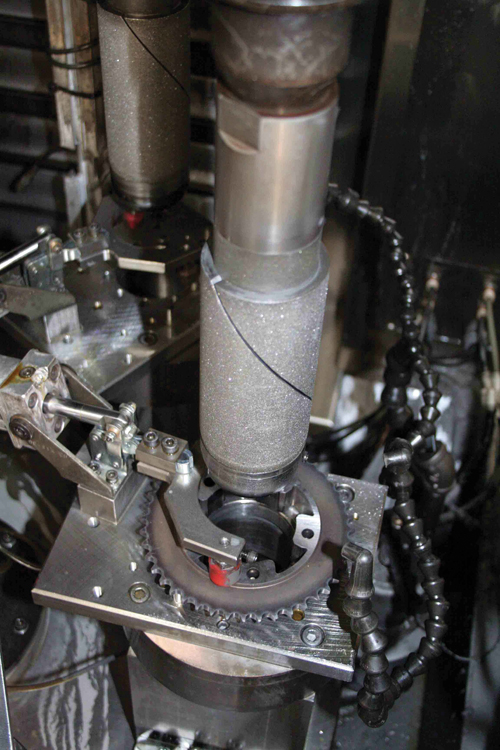
Here is a single-pass honing tool. The powder-metal part has a relatively short but segmented bore, making it ideal for single-pass honing. The machine produces more than 4,000 parts per day with 50-micron roundness and 80-micron total tolerance.

A short bore makes rocker arms ideal for single-pass honing.



With higher performance required from turbochargers, steering knuckles, gears, fuel systems and valves, honing is being used more widely. It can make an already “good” bore into one that is round and straight to a fine degree of precision, with high process capability and accuracy measured in tenths of a micron. However, with two principal honing processes available—single-pass and conventional multi-stroke—it’s important to match the capabilities of each to the application requirements.












Related Content

4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Sunnen Products Company Partners With Hendrick Motorsports
The partnership puts the new Sunnen SV-series honing machine in the Hendrick Motorsports engine operation alongside other Sunnen honing and engine building machines.
Read More
Siemens and Mahle Partner to Develop Wireless EV Charging
Mahle will contribute its experience as an automotive supplier and Siemens will use its expertise in the field of charging infrastructure to develop wireless charging stations for electric vehicles.
Read More
Sandvik Coromant on Acquisitions: Solutions Entail More Than the Tool
A Q&A with global president Helen Blomqvist explores the cutting tool maker’s acquisition of CAM software companies and how this connects to, among other things, electric vehicles.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More