Software Slashes Programming And Setup Times
For Paragon Implant (Calabasas Hills, California), a 50-person dental implants manufacturer, the term 'knowledge-based machining' has a special meaning.




Displayed here is a Star SV-12, one of 16 Swiss-type lathes that are programmed with the software.
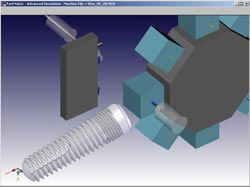
One of the dental implants being machined on a Swiss-type lathe is pictured. The complete simulated part as created in PartMaker SwissCam is shown in the foreground, with the actual process simulation evident in the background.
For Paragon Implant (Calabasas Hills, California), a 50-person dental implants manufacturer, the term "knowledge-based machining" has a special meaning. Although new in business, the team behind the company has been manufacturing dental implants since 1989, when founder Dr. Gerald Niznick started Core-Vent Bio-Engineering to manufacture his patented designs. (The original company was sold in January 2001.) When Dr. Niznick returned to dental implant manufacturing as the founder of Paragon Implant in late 2004, he assembled a veteran team that had worked for him previously and then worked for the company that acquired his prior implant business. The team was also knowledgeable about bottlenecks.
One of the first bottlenecks the Paragon team addressed was the issue of programming. The company started with a supply of 16 CNC Swiss-type lathes to manufacture its dental implants. These included Star CNC SV-12, ECAS-12 and SB-16 models. Additionally, a toolroom is equipped with a five-axis Haas mill and an Emco-Maier turn-mill, among other machines. Dr. Niznick's previous company had a similar mix of equipment, all of which was programmed in a quasi-manual fashion with substantial cutting and pasting.



"Our previous method of programming left room for error to such an extent that you could easily crash the machine," says Bill Aravena, a CNC specialist at Paragon who is responsible for programming the CNC Swiss machines.
To alleviate the programming bottleneck, Paragon turned to SwissCam from PartMaker Software/IMCS Inc. (Fort Washington, Pennsylvania), which the company found to provide a highly-intuitive programming solution for CNC applications.
"Starting out as a new company, we researched various CAM systems for programming," says tooling manager Wayne Smith, who is responsible for programming all of the toolroom machines, in addition to duties such as assisting with the programming of CNC Swiss machines. "Examining Partmaker, we noticed that it had been specifically designed to support Swiss machines."
With the software, programming is now accomplished entirely off-line, with completed programs being sent to the machine. As result, setup time is measurably reduced because it takes little to prove out the program at the machine, according to the company. Prior to implementing the software, the company speculates that more time was spent at the machine writing and editing the program before the first part was made.
"The new software allows me to generate accurate programs the first time, directly from an imported solid model from SolidWorks," says Mr. Aravena.
Though he now does the CNC programming, Mr. Aravena was promoted from the shop floor. At the preceding company, he worked as a setup technician. By using the new system off-line, Mr. Aravena can program the part. He is also able to fully simulate the machining process using the software's 3D machining simulation before transferring the program to the machine.
By programming and proving out parts off-line, Paragon has been able to program and set up faster than before, according to Mr. Aravena. Consequently, setup operators can be more productive by removing the programming burden off of the shop floor.
The software also provides the setup operator with a virtual machine environment in which he/she can prove out part programs before sending them to the shop floor. "With PartMaker, we can see everything ahead of time on the computer," notes Mr. Aravena.
Because the company designs the implants it produces, the manufacturing process must be as flexible as possible in reacting to design modifications made by Dr. Niznick and the engineering department. According the company, the software extends this flexibility to the input of engineering data and the output of G-code programs.
In relation to input, PartMaker integrates with the SolidWorks engineering software used by the design engineering department. The company's programmers can directly import models from SolidWorks. Once the model is imported, the part can be programmed without requiring part modification or recreating part geometry.
"We have been able to measurably increase throughput in programming because we can transfer a SolidWorks part file directly into PartMaker," says Mr. Smith.
Once the model has been imported and cutting strategies have been applied to it, an accurate program can be generated because of the post processors inherent with the software, says the manufacturer. Each of the company's Swiss machines has widely varied programming requirements, although manufactured by the same builder. ECAS has a three-path, Siemens-based control. Via a few mouse clicks, the setup operator can post process a program for any of these machines.
Mr. Aravena adds that one of the most difficult aspects of programming a Swiss machine is keeping up with waiting codes. To automate the programming of wait and sync codes, the software uses a customized visual synchronization methodology to simplify process synchronization. Once the process is laid out and the synchronization is done, the system calculates the part's optimized cycle time.
The company's demanding production schedule made quick implementation imperative. Mr. Smith credits PartMaker's practical training curriculum for the company's ability to become proficient with the software relatively quickly.
"We went through a 4-day class where we got to work on our own parts," says Mr. Smith. "It was critical to go to the class and then be ready to program our own parts."











Read Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More