
Swiss Center Brings Paper Punching Work In-House
With a Tornos Swiss ST starter machine, Performance Design brought paper-punching component production in-house and reduce overhead costs by 66 percent.
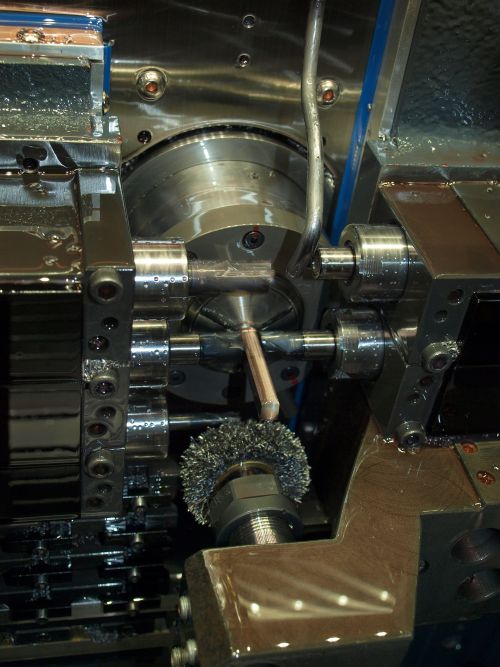
The Tornos Swiss ST 26’s pinch milling capability supports raw material from both sides, taking a round shape raw material down to a square cross-section.
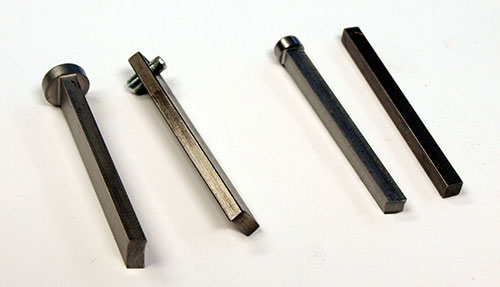
The company previously drilled a cross-hole and hammered a roll into the pin to act as a head when using square material. Now, it leaves a round head at the end of the square pins to reduce manual labor.

When Performance Design discovered that the Tornos machine could make not only oval pins, but also square and rectangular pins from the same round stock material, it put the brakes on buying anything else, says Steven Parker, project engineer.
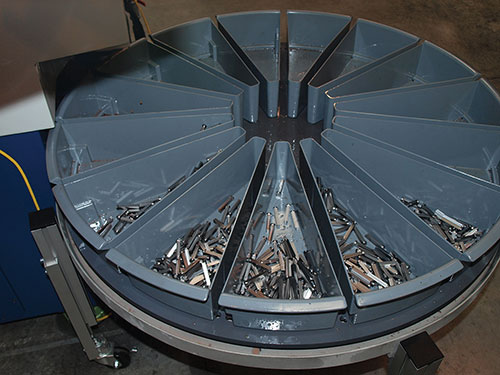
Tornos helped Performance Design with the macro used to automate pin production. A 15-bin carousel is used to hold the different pin lengths necessary for normal paper punching applications.



By outsourcing the manufacture of key components of its Rhin-O-Tuff brand of paper punching equipment overseas, Performance Design was losing control. Relying on outside vendors prevented the company from making what it wanted when it wanted, says Steven Parker, project engineer. After taking a closer look at its entire manufacturing process, the company decided to bring this particular work back in-house. With the help of a Swiss-type turning center from Tornos (Lombard, Illinois), the company was able to regain production control and reduce overhead costs by 66 percent.
Performance Design, a 25-employee company based out of a 20,000-square-foot facility in Boise, Idaho, designs and manufactures paper punching machines for Staples, Kinkos and large corporations’ in-house printing departments. The company offers more than 20 different product lines, including Rhin-O-Tuff brand punches, tools and equipment for binding paper with plastic combs, crimped wire and spiral plastic coils. With many of its competitors based in China, Taiwan, Vietnam and Portugal where labor costs and overhead are low, Performance Design had outsourced the manufacture of round, oval, square and rectangular metal pins used to punch paper into corresponding shapes. The pins measure between 1/8 and 5/16 inch in diameter and about 2 inches long, which includes a 1/8-inch head gripped by the punch machine.



However, in late 2012, the company decided to take a new approach. “Rather than sending production offshore, we brought in lean manufacturing experts to totally reinvent the way we manufacture our products. This impacted a lot of things, from the way we order raw materials to the actual manufacturing processes of our punches and binding equipment,” says John Lugviel, VP of business development. To help implement these changes, the company needed to add a turning center to its mix of horizontal and vertical mills.
Just as Performance Design was about to purchase a new machine tool it had seen at the International Manufacturing Technology Show (IMTS), Tornos salesman Fred Huth presented specs on the Tornos Swiss ST 26 “starter” machine. The company discovered that the Tornos Swiss machine was capable of making not only the oval pins—the first component the company wanted to bring back in-house—but also the square and rectangular pins, all from the same round stock material. This was a major improvement from the square and rectangular raw material the company had been using to make its square pins. They had been adding a couple extra features, but the final pin shape was based on the raw material they got in. “We had a lot of problems with out-of-tolerance dimensions due to varying raw material,” Mr. Parker says. “But since the material had to come in such huge orders, sometimes we had to deal with it because we didn’t have time to make a new order.”
Once the company determined that the Tornos could use round material to make rectangular pins, they were hooked. Other manufacturers could match that capability, but only in the $200,000 to $300,000 price range, higher than the range that the Tornos Swiss ST offered, Mr. Parker says. “They had a couple options with polygon turning, but for our application, it just wasn’t going to be a viable option,” he continues.
A major feature that drew Performance Design to the Tornos machine was its pinch milling capability. During normal machining, a single end mill takes the raw material from a round shape to a square cross section. However, by the third or fourth flat, nothing is supporting the cut from the other side. During pinch milling, two identical end mills basically pinch the material to support it against themselves. Without this capability, the company would have needed about seven different raw material sizes to machine 13 different pin shapes. As it stands, the company currently machines with two sizes: 1/4- and 3/8-inch round 12L14 steel.
Changing the raw material’s shape has also eliminated the need for manual labor to assemble gripper heads on the square pins. With square material, machinists drilled a cross-hole and hammered in a roll pin to act as that head, Mr. Parker explains. This process necessitated additional labor for every pin. Now, the round head is left at the end of the square pins to save labor time. While the new pin head required minor changes to the punch design, he says it is twice as strong.
Another benefit of only using two sizes of raw material is that change-over time is minimal. With the proper planning, Mr. Parker says the company only has to do a change-over once per month. The Tornos machine is equipped with enough tool slots to fit all the tooling needed to make all the pin shapes from each type of raw material at once—with spots still available. The average cycle time is 60 seconds per pin, unmanned. Cycle time for the round pins is about 36 seconds per pin, and the square pins are around 70 seconds. Even though the square pins take longer, an unmanned process is preferable to manually pounding in the roll pins, Mr. Parker says.
The final Rhin-O-Tuff pins are available in 15-pin sets to bind normal books, which require 30 to 40 holes punched along the bound length. To make it easier (and less noisy) to punch these holes, the sets are staggered in such a way that the shaft length changes slightly from pin to pin, thereby spreading punching force. These pin sets are perfect for automation, so Performance Design investigated and purchased a parts carousel with 15 bins. “Tornos helped us set it up and create a macro. Now, we just program in how many of each pin we want,” Mr. Parker says. For example, if a machinist enters 200 of each length, the machine will produce 200 of a particular length before the program’s built-in macro switches to the next length and indexes the carousel.
Eventually, the company plans to run lights-out. Producing all the pins during the evening would free the machine for parts that need more surveillance during manned hours, Mr. Parker says. Although some manufacturing is still outsourced, more will be brought in-house as the company better learns to use its new Swiss machine, he says. In fact, if all the pins were machined in-house, only 70 percent of the machine’s runtime capabilities would be realized. That leaves the machine open for future projects, including the possibility to turn the tables and take on work from others rather than outsourcing its own.
















Related Content

Palmgren Launches Combination Bench Lathe, Mill
The 11" bench engine lathe and gear head mill is able to handle a wide range of turning, milling and drilling operations typically found on much larger machinery.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More