
A Few Eclectic Tips
Shop visits allow us to learn about innovative tricks and creative techniques machinists have developed to meet challenges and solve problems. Here are a few cool ones that stand out in my mind.
.jpg;width=70;height=70;mode=crop;format=webp)

Lollipops make for good workholding devices.
Make a mold to measure tiny passages.

Bathe powder metal parts after machining.
Used finishing cutters are still useful.

Modify your wire machine to win big work.



Oftentimes nestled within our feature articles are nifty machining tips and tricks that might not necessarily be central to the theme of the story. I’ve surgically sliced a few such helpful tidbits from my past stories and listed them below. If you have similar tricks you’d like to share, send me an e-mail. If I get enough responses, I’ll include them in an upcoming edition of our MMS Extra e-mail newsletter.
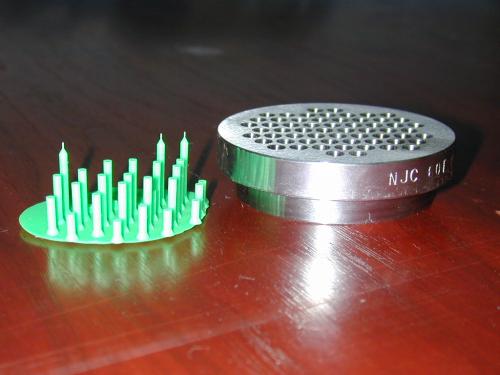
Make a mold to measure tiny passages—The spinnerettes an East Coast shop machines have micro-holes with critical diameter transitions that can’t be visually inspected. To measure these internal profiles, the shop injects a two-part rubber compound into the holes. After the rubber sets, it is pulled from the holes to reveal “positives” of the hole profiles. The rubber profiles are then measured on a microscope.
Lollipops make for good workholding devices—Picture a thin-walled, bell-shaped workpiece that requires OD turning. How do you clamp it without distorting it? One shop developed a “lollipop” workholding method to effectively secure such a part. It inserts an arbor into the part’s open end and pours in a low-melting-point alloy that fills the void between the arbor and workpiece, temporarily making them one. The solidified alloy supports the part as it is turned. Afterwards, it is melted away to allow the part to be removed from the arbor.
Used finishing cutters are still useful—A shop that applies a “cut to zero stock” moldmaking approach uses finishing cutters that have a radius accuracy of ±0.0002 inch. It doesn’t trash those cutters after they become worn, though. Instead, it uses them for less-accurate semi-finishing work to get the most out of those costly cutters. The shop has even used tools with tips worn down to the substrate to mill vertical or angled walls using the side of the tools.
Bathe powder metal parts after machining—Powder metal parts tend to oxidize after machining due to the material’s porosity and high iron content. One shop prevents its powder metal parts from rusting by submerging them in an oil bath after they’re machined. In cases when rust appears almost immediately after machining, the shop might break a pre-machined casting in half. Rust found in the part’s core indicates a potential problem with the molding process.
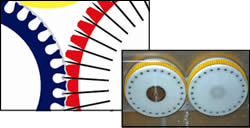
Modify your wire machine to win big work—Some workpieces are simply too wide to fit within the enclosure of conventional wire EDM unit. So make the machine wider. One EDM specialist did that by removing a machine’s side robot access panel and replacing it with a fabricated rectangular enclosure to allow the machine to accept extremely wide parts.








