
A Wearing Subject
This enemy of accurate measurement is a common source of error, but it can be conquered.

George Schuetz
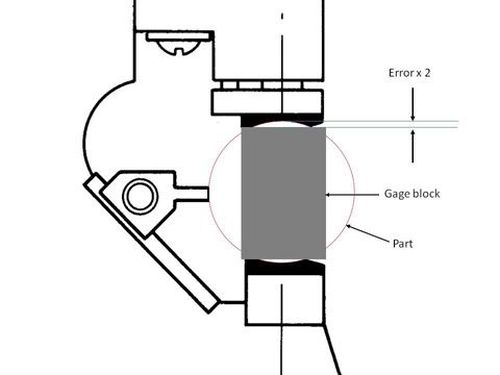
While it is not the best practice, some users may not have a master disc to set the gage zero setting, but use a gage block instead. Since the gage block sits on the anvil flat and the part may sit in the worn hollow section of the anvil, bias is introduced and errors are seen.



One of the great characteristics of mechanical comparative gages is that they can last for decades out on the shop floor. Clean them up a little, wipe off the crud, and they’re good to go for another calibration cycle. But beware! One of the enemies of measurement is at work here trying to steal your gage’s performance and influence its readings.
This enemy is known as wear. For older gages, wear is probably one of the most common sources of error, and it is also the one that seems to get ignored the most. Wear is always present, though it may appear in different ways. It does not often cause catastrophic error, but may eventually contribute to it. Nor is it like the enemy looseness, which shows itself as inconsistent readings and may be attributed to wear. Wear is a slow-moving enemy that, over time, tends to show up in two areas: in the pivots, bushings and plungers that transfer the part displacement; and in those areas that touch the part, the anvils and contact points. The latter is the most influential in terms of causing the gage to have a bias in its readings and offering the wrong part size for the user.
Wear and dirt seem to go hand in hand. Dirt causes wear almost like a lapping material is purposely used to finish a part. So obviously, one way to control wear error is to keep the gage and part as clean as possible. However, even with the cleanest part and contacts, the simple rubbing together of their surfaces will cause eventual wear on the contacts of the gaging.
Let’s look at a snap gage application in which the snap gage is measuring a shaft diameter. After thousands of parts are placed between the anvils of the gage and rotated to measure for diameter variation, there is a very good chance that hollowed out areas will start to show on both the top and bottom anvils. This can cause two issues. When the snap gage is adjusted to a slightly larger or smaller size, the anvils may not sit on the maximum diameter any longer, but rather partway up on the hollow in the anvil. Thus, an offset in size is created. Or—while not the best practice—some users may not have a master disc to set the gage zero setting, but use a gage block instead. Since the gage block sits on the anvil flat and the part may sit in the worn hollow section of the anvil, bias is introduced and errors are seen.
A similar example of a wearing influence would be that of a round contact measuring against a flat anvil. This would be a typical wall thickness application. As the spherical contact eventually wears flat, the contact no longer measures the minimum thickness. Rather, it starts to read a chord on the part relative to the outside diameter, and a larger thickness reading is recorded.
Besides cleaning the measuring surfaces, what else can be done to reduce wear? Using contacts made of different materials can help. Most often, hardened tool steel is the material of choice for wear areas. But alternatives like sapphire, chrome or tungsten carbide have great wear resistance. The only concern here is to be sure that the new materials don’t react poorly with the part and cause scratching.
With wear creeping in like this, the question arises as to how often the gage should be checked for wear? This is a rather difficult question. There are many influences—the material of the parts, the number of parts measured, the gaging pressure, whether the part is rotated, etc. But as is always the case, a little effort and good recordkeeping will dictate what the wear patterns may be and how often the gages need a wearing inspection.
Finally, what is allowable wear? Again, knowing the situation makes all the difference. If the gages are designed for millionth measurement, then no wear can be afforded. Replacements must be made at the first sign of influence. When large tolerances are being measured, however, it is not that critical. Typically, 5 percent of part tolerance may be allowed for wear.
The thing to remember is that when using any gage, think of wear as an enemy, one that is always trying to steal an extra micron. Set your sights on theft prevention and stop wear before it happens.











Read Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More