Adapting To A Continuously Changing Medical Market
This shop has made incremental changes to its manufacturing processes to meet the changing needs of its medical customers.
.jpg;width=70;height=70;mode=crop;format=webp)




Most medical parts require some sort of marking. This laser marking system was fitted to an unused knee mill to allow precision positioning of the part under the laser.

Wire EDM was added when the shop noticed an increase in the parts requiring intricate internal features.
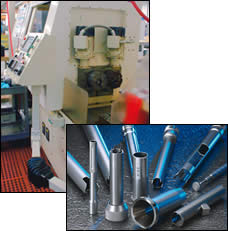
This dual-spindle gundrilling machine is used mainly for production work on tubular parts. A single-spindle machine is used for both production and prototype work.
Change is the only constant. The ways shops transform a rough casting or material stock into a precision machined component—and make money at it—are different than in years past. Granted, the act of removing bits of material using some type of cutting tool is essentially the same. However, other aspects of the overall process of supplying machined parts are clearly different.
They have to be different. Consider how the needs of product manufacturers—medical manufacturers in particular—have evolved during recent years. Makers of both surgical instruments and implant devices now have need-it-yesterday delivery requirements. Prototypes must be machined in the specified material with all secondary operations completed. Component appearance is considered just as important as the accuracy of part features. Ten pieces is a large batch size.



The shops that have had, and will continue to have, success serving the medical industry are those that have not only taken note of such changes, but also have been keen enough to tweak their own processes to best meet new customer demands. One such shop is Metal Craft Machine & Engineering, located just outside Minneapolis in Elk River, Minnesota.
Things have changed since Jack Mowry opened the shop in 1978. The company has expanded five times and has added a second facility in Chippewa Falls, Wisconsin. Now approximately 95 percent of its work ships to medical manufacturers, whereas before, a large chunk of its business was geared toward the semiconductor industry. Its approach to prototypes and its method for producing such one-off parts are different. A number of secondary operations that were once outsourced or not even considered years ago have been brought in-house.
There are other changes over which the shop had no control. New materials specified for medical parts are proving more difficult to machine, and skilled labor is a scarce resource.
To succeed in serving the medical industry, shops such as Metal Craft have no choice in the matter—either adapt or say adios. However, while Metal Craft is, in effect, a “medical” shop, all machine shops should take note of how it has adapted to the changing needs of its customers. After all, the medical industry isn’t the only manufacturing segment that refuses to stand pat.
Prototyping On Production Machines
Metal Craft does have machine tools primarily dedicated to prototype work. Years ago, most all prototyping was performed on those machines. Today, the shop makes every effort to run prototype jobs through its CNC production machines, which include Swiss-type lathes, conventional lathes, vertical and horizontal machining centers (some with four- and five-axis capability), seven-axis grinding machines and wire EDM. There are a few reasons for this.
Today’s medical manufacturers want prototype parts machined in the specified material with all secondary operations completed. This rules out rapid prototyping methods using alternate or more easily machined materials. Also, the complexity of the latest part designs often precludes anything but multi-axis CNC machines to achieve the desired quality levels. Gone are the days of cobbling together a prototype that may or may not be spot on.
Running prototypes through its production machines offers Metal Craft the chance to work through issues that will only reveal themselves in production runs. This also levels the production learning curve because all aspects of the production machining process—tooling, workholding, cutting data, programming—are in the can.
Having a complete CAD/CAM program is especially helpful in getting prototypes into production quickly. Even if changes to the part design are required (to accommodate the desires of an individual surgeon, for example), a basic program framework exists that can be easily altered. Also, the need for any special tooling will have been identified during the prototyping process and the shop will then have that tooling in-house.
The fact that customers know a shop has a process ready to roll whenever they pull the trigger on a production run gives that shop an edge if and when production work comes to fruition. “If” is the key word, as there is no guarantee that production work will follow. Metal Craft works closely with its customers to determine if a prototype will be a one-time deal or if it will likely lead to a production order. The shop charges its customers accordingly.
Effectively mixing prototype and production jobs can be a scheduling headache. The ERP software that company uses, M1 from Bowen & Groves (Chandler, Arizona), helps ease some of the pain. Purchased 3 years ago, it offers real-time data collection so that a scheduler can view the status of jobs currently running in addition to the promised delivery dates of those in queue. This is helpful in terms of determining the best possible time to insert a prototype job into the production schedule.
Another benefit is the system’s flexibility. It is used for everything from data collection on the floor and quality control to payroll and accounting. Users can tailor it to their own needs, and employees can customize its look to show the information most appropriate for their job duties.
Metal Craft provides its customers access to certain portions of the ERP system via the shop’s Web site to view in real time the status of their jobs, open orders, quotes, packing slips, invoices and so on. While not many of Metal Craft’s customers currently take advantage of this capability, it is a value-adding service that is becoming increasingly popular.
The ERP software is also helpful in another way. Nearly every medical manufacturer visits prospective vendors to verify that there is complete traceability and documentation of all processes. Metal Craft has an open door policy inviting customers to visit its shop at the spur of the moment, and the software allows any information a customer might wish to see (material certification, as an example) to be quickly called up and viewed. These moments-notice visits also drive the shop to maintain a high level of cleanliness.
Secondary Considerations
The numerous secondary and specialty operations that medical parts require set medical parts manufacturing apart from other industry segments. In Metal Craft’s case, determining which secondary processes to bring in-house and what to outsource depends on a variety of issues. One is the vendor’s ability to meet quality and delivery targets. If an outside vendor has a proven track record of meeting accuracy needs for an operation that the shop doesn’t have, then there’s a good chance Metal Craft will outsource that work. Otherwise, that process might be brought in-house if it doesn’t pose environmental issues or have an adverse effect on shop cleanliness. It’s for these reasons that the shop currently outsources plating, welding, sinker EDM and centerless grinding.
The number of secondary or specialty operations that Metal Craft brings in-house continues to increase. The shop once used a vendor to gundrill surgical instruments such as long dialators. In the end, that vendor was not able to keep up with quality requirements, so Metal Craft purchased two Dehoff gundrills—a dual-spindle machine and single-spindle machine. The single-spindle machine is typically used for very short runs and prototypes, while the dual-spindle unit is used for higher production jobs, as it can machine two parts at once. These gundrilling machines offer the capability to drill holes that are straight within 0.001 inch for parts up to 36 inches in length.
Similarly, the need for quick-turn of prototypes and production work that requires grinding led to the purchase of a seven-axis ID/OD grinding machine. However, the addition of a new processes isn’t always spurred by a vendor that is not meeting expectations. Metal Craft recently added wire EDM because it noticed an increase in the number of part designs that had intricate internal features.
Medical part appearance is critical—they have to look like a million bucks. To that end, Metal Craft has added media blasting, deburring, citric acid passivation and laser marking. It even has a small oven for heat treating. Having these processes in-house equates to quicker deliveries to its customers.
Most medical parts require some form of marking, which prompted the purchase of the laser marking system. The system is used for deep etch marking and application of customer-defined graphics or logos. It offers the ability to mark in color, which is becoming important to some medical manufacturers for size identification. The system’s rotary axis (comparable to a machining center’s B axis) allows marking of scale lines around parts made from round stock. The accuracy of these scale lines is critical, as they guide a surgeon by indicating how deep the device has been inserted into a patient. To ensure positioning accuracy of a part under the laser, Metal Craft fitted the laser marking system to the bed of an unused knee mill.
The most recent addition to its specialty-process arsenal is a thermal assembly unit used to install plastic handles on parts. This purchase was driven by a customer that no longer wanted to perform this assembly operation.
Changes On The Horizon
Shops serving the medical industry are constantly being asked to work with new materials that are increasingly more difficult to machine. At one time, Metal Craft considered 17-4 stainless very tough to machine. Now, 17-4 is a breeze compared to some of the other materials showing up in the shop, such as Nitronic 60 stainless steel. This material is ten times more expensive than 17-4 and provides better wear resistance to prevent galling and less magnetism (important for imaging equipment).
In figuring out where to begin machining a new material, the shop first does its homework on the Internet to find out as much as possible about the material and its machinability so that it can narrow the focus in terms of type of tooling and special tool coating. For jobs in expensive new materials, the shop might start with lower cost material (like 17-4) to dial in setups, tooling and programming, then change to the new material.
The shop will continue change and adapt to new customer needs. One of the biggest expected changes is a new, larger facility and implementation of more lean manufacturing techniques. One reason the shop is looking to lean manufacturing is that it has felt the labor pains that other shops across the United States have endured. Years back, shopfloor workers served as both programmers and operators. Now, it is more likely that one experienced programming person will be charged to oversee a group of machine operators. It boils down to making the most effective use of most talented workers.















Related Content

Tungaloy-NTK PCD Grade Optimizes Dimensional Accuracy
The DX200 is an effective tool for machining application-specific components that demand high levels of material purity, such as metal medical implants and sputtering targets for semiconductor applications.
Read More
ANCA Introduces Tool Loading System for Medical Drills
ANCA’s dental drill loading kit includes tailored RoboMate pallets for FX machines using a FANUC 200iD robot loader.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Kyzen Solvents Provide Ease of Cleaning for Medical Parts
The Metalnox line of solvent products are designed to improve reliability and increase the ease of cleaning in vacuum and vapor degreasing processes.
Read MoreRead Next

Prototyping Has Its Place
This shop takes on prototype projects not only to lure production work, but also to educate its employees and demonstrate advanced machining capabilities to new and existing customers.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More