
Automated Boring Head Delivers Lights-Out Control of Fine Hole Making
An app to assist machinists in finish boring was the beginning. Now, servo control allows the app’s adjustments to be made automatically, allowing the process to run unattended.
.jpg;width=70;height=70;mode=crop;format=webp)
The critical final pass made by a boring head traditionally has been the result of a manual adjustment. Now, Big Kaiser has demonstrated technology for automating this step, with the CNC calculating the correct tool adjustment for a servo-controlled version of this tool.

Valuable even without the closed-loop control, the app checks the real-time boring-head position against the intended hole diameter to confirm the operator’s adjustment. Going forward, Mr. Burley expects further refinements to both bore gaging and the hardware of the boring head to make closed-loop control over fine boring even more accessible.



A precisely adjustable finish-boring head offers an efficient, reliable way to attain a fine-tolerance hole on a machining center. But how to use a tool such as this in an unattended process traditionally has been a challenge. The application of this tool has almost always relied on a skilled operator.
Specifically, the tool generally takes two passes, with a skilled operator’s adjustment in between. Since tiny fluctuations in temperature and other variables can work against holding the kinds of tolerances this tool achieves, it typically is used to take a first pass that leaves a fine margin of stock on the inner diameter (ID) of the hole. The hole is then measured to determine precisely how much stock remains, which might vary by some small multiple of 0.0001 inch from the remaining stock that was expected. The difference between this measurement and the tool’s expected cut is used to minutely adjust the boring head’s cutting diameter, and the tool then makes its final pass to accurately finish the hole.



For the machinist experienced in this operation, the set of steps described is straightforward and quick to perform. Yet this set of steps as described is also manual—the machinist makes the adjustment after interpreting the measurement. Because of this, fine hole making potentially can be the sole operation on a given part that stands in the way of that part being machined unattended.
Tooling technology supplier Big Kaiser has been advancing toward the solution to this problem, and with a system the company debuted earlier this year at the EMO show in Germany, it may have found the solution for at least some applications. The ingredients of the system it has developed for automatic, unattended fine boring include wireless connectivity, servo control and (of course) an app.
The Big Kaiser app has been available for more than a year now (downloadable for iOS or Android), and it was developed as an aid to the machinist-driven process described above. But company Vice President Jack Burley says that from the beginning, it was clear the goal ought to be to take the system’s capability even further, realizing closed-loop adjustment of the tool.
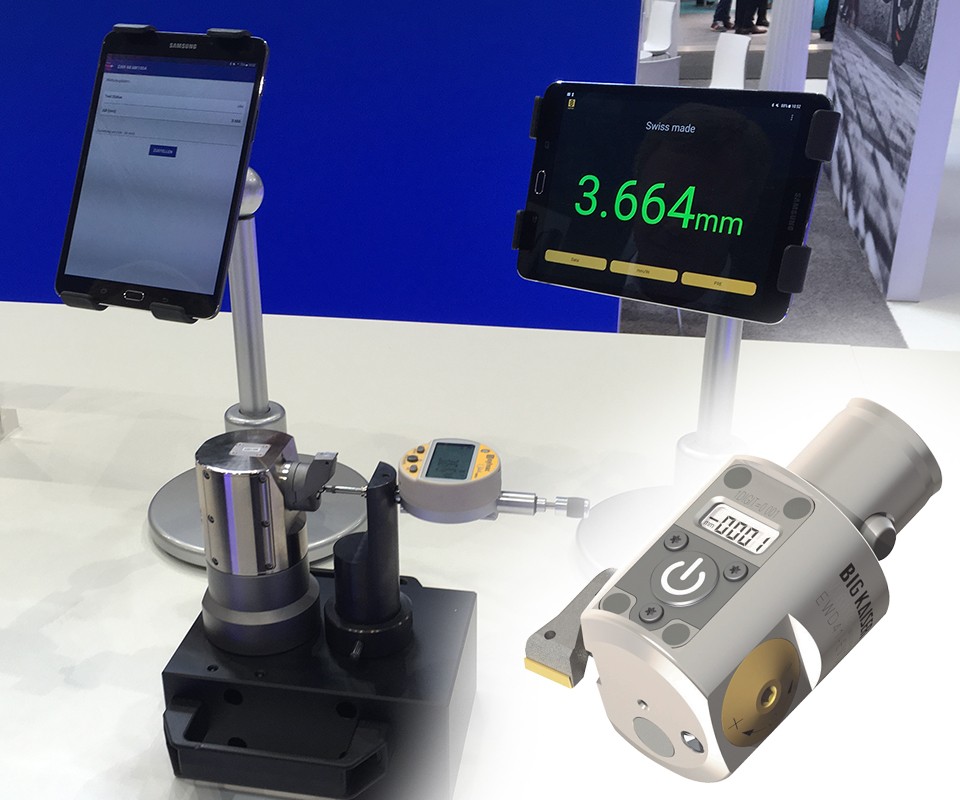
The aid to the machinist relates to readability of the tool’s diameter setting, along with avoiding common causes of error. For visibility, the app displays in real time the diameter to which the tool has been set, enabling the operator to see this information in large numerals on a smartphone or similar device rather than straining to see it on the tool body itself. For error prevention, the operator can enter the current measurement of the hole diameter into the app along with the upper and lower tolerance limits of the hole dimension to be achieved. When the skilled machinist uses all these figures in a manual calculation of the boring head adjustment, a moment of real attentiveness is required. Slipping up by confusing an adjustment to the radius with an adjustment to the diameter could be fatal to the final precision of the part, as could confusing a positive and negative change. The app, therefore, safeguards against these errors because it potentially has all the information necessary to run the calculation itself. A red/yellow/green signal makes clear whether the operator has adjusted the tool correctly for the hole dimension input to the app. Thus, for lights-out machining, the intelligence needed is already there.
The next step needed was to remove the operator involvement. Accomplishing that went beyond the app. Closed-loop servomotors were incorporated into the boring head to let the hardware automatically make the adjustments that the software determines. Big Kaiser has developed and proven out this solution, and at EMO the company was demonstrating an initial version.
With this tool, here now is how the finish boring process works: Just as before, an initial pass aims to leave a fine margin of stock remaining in the ID. The machining center then uses its spindle-mounted touch probe to measure the resulting hole. The difference between the anticipated stock remaining and the actual stock remaining is used to calculate boring head’s cutting diameter for its final pass, with a signal from the CNC prompting the tool to make this adjustment automatically.
There are remaining challenges, Mr. Burley says. The company’s closed-loop boring is an idea still so new that it offers plenty of room for further advance. He points to two areas.
The servomotors are one. The unit needs two such motors, one to move the cutting edge and one to lock the tool at a target diameter, and incorporating these motors into the head imposes a limit on how small the head can be. The motors also add mass. Big Kaiser is looking at engineering adaptations that might allow for a smaller and/or lighter-weight tool. For example, the company has considered (and likely will continue to consider) whether 3D printing might offer a way to redesign the form of the head to make it more compact.
Another likely area of advance relates to the hole measurement, he says. At present, the reliance on the machine tool’s touch-trigger probe means that this boring solution is limited to relatively shallow holes. There is no practical way for this probe to achieve fine-precision measurements of the remaining stock in holes that have a high ratio of depth to diameter. For deep holes, some different kind of automatic hole-measurement tool is needed. Mr. Burley therefore extends this challenge to gaging technology providers: Is there a way to attain a deep-hole bore gage that interfaces to the CNC in a way similar to the machine tool probe?












Related Content

Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More