
CAM Benefits Extend Beyond the Tool Path
This CAM software not only provides an effective tool path strategy, but also takes application-specific variables into account when applying that strategy.

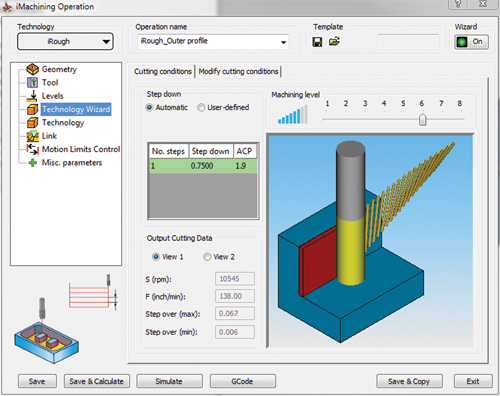
Users employ the Technology Wizard to define process variables and set the level of machining aggressiveness.
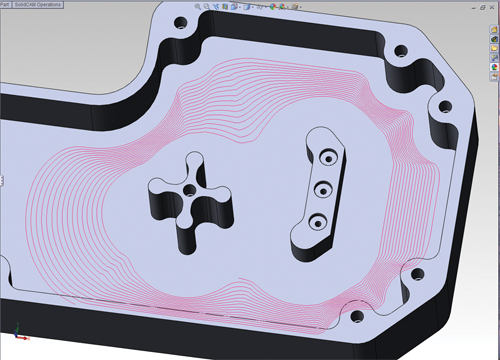
The software works within a range of stepovers to both morph the spiral tool path to the desired geometry and to keep a constant load on the cutting tool.



Chris Calderone stresses that far from being limited to 2 1/2-D pocketing, these tool paths can be applied in virtually any machining situation (see "Editor's Picks" in the upper right of this screen for a link to a video demonstrating an iMachining tool path applied on a mill-turn application). The morphing spiral approach is also equally effective in roughing, semi-finishing and finishing operations. However, iMachining’s greatest benefit is the time and cost savings of applying that strategy in a way that meets specific goals particular to specific applications, Mr. Calderone says. “Yes, there is a tool path at the heart of it, but the big difference with iMachining is that it just works, regardless of what the variables are,” he concludes.












Related Content

Finally, A Comprehensive Software Solution Designed for Small Job Shops
Zel X from Siemens is an integrated software application that consolidates collaboration, design, manufacturing, and operations into a comprehensive, easy-to-use solution. From RFQ to delivery, it’s a more efficient way to handle quotes, manage jobs, make parts, and collaborate with teams of all sizes.
Read More
Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
