
CAM Software Improves Productivity, Lead Times
Implementing Mastercam CAM software has enabled this manufacturer to improve productivity and lead time despite limited staffing resources.
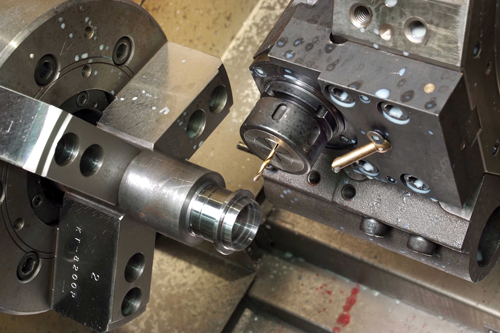
The primary role of Alinabal’s Mori Seiki lathes is producing first-part prototypes. The company says the ability to make feature-specific adjustments reduces the programming time required to accommodate the various design revisions common to these jobs.
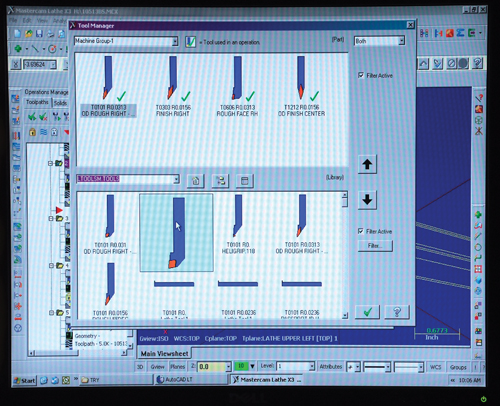
Mastercam’s tool library allows Alinabal programmers to store and retrieve tool settings as needed. This ensures that proven manufacturing methods are employed for every job.
Alinabal operator/programmer George Yuhas programs a part in Mastercam. He says some of the software’s greatest benefits are improved success and reduced programming time for first-part runs.



With an experienced machine programmer capable of writing code for its three CNC lathes and a slew of skilled operators, the Motion Transfer Devices (MTD) Group of Alinabal had no immediate interest in acquiring a CAM system. Fate, however, had a different idea. In 2001, staffing changes forced the CNC lathe department to re-evaluate its workflow. To improve efficiency, the company invested in its first CAM system, Mastercam from CNC Software (Tolland, Connecticut). The software implementation has enabled the company to keep all its projects moving despite additional attrition during the past several years.
"If I had to name the three greatest advantages CAM programming has brought to our lathe operation, I would cite improved first-time success, reduced time required to make that first piece and the ability to mistake-proof the process," says programmer/operator George Yuhas. "These can be further boiled down to two enterprise-wide improvements: greater productivity and reduced lead times."



Based in Milford, Connecticut, Alinabal’s MTD Group produces an array of standard and custom rod ends, spherical bearings, linkage assemblies and self-aligning molded bearing assemblies. Primary markets include recreational vehicles, construction equipment, medical equipment and agricultural equipment. Although the shop is equipped with high-volume equipment for large lot sizes, most work in the CNC department consists of low-volume prototype jobs for new applications. "The shifter links, suspension links, brake links, steering linkages, rod end bearings and spherical bearings transfer motion in our company’s products," says Scott Haeffner, manager. "Often, these are safety-critical components requiring strict compliance to specification."
Mr. Yuhas recalls that he used to spend hours on complicated parts doing trigonometric calculations to create accurate points for manual tool paths. Now, toolpath generation is much faster with the introduction of CAM software, which has also contributed to a smoother, more trouble-free operation. However, this was just the beginning of many improvements—both intended and unforeseen—derived from the software implementation.
One of the most immediate benefits was an increase in machine capacity, Mr. Haeffner says. This is a result of the ability to perform programming and troubleshooting on a computer rather than at the machine. Verifying geometry during the programming process enables the shop to identify mistakes that would make manufacturing difficult or impossible much earlier in the process. One example is the detection of "open entities," a condition in which features defined on the drawing cannot be connected during the Mastercam chaining process. When a problem occurs, programmers can send the geometry back to engineering for quick revision rather than spending countless hours trying to correct it.
Seamless support for the shop’s AutoCAD design software is especially helpful here, as it allows flawless import of design models, the company says. "By integrating AutoCAD with Mastercam, we can immediately catch mistakes that we previously did not catch until we were on the machine," Mr. Yuhas notes. "It took a significant amount of time to generate the code, set up the machine and attempt to cut the first piece only to conclude that the part geometry was wrong. By checking the geometry within Mastercam, we know literally within an hour what used to take days to find out."
Quotes are more accurate, too, since implementing Mastercam. The software’s Backplot computer simulation capability allows Alinabal to estimate cycle times and factor them into quotes, even before producing the first part.
Overall manufacturing consistency has also improved significantly, thanks in part to custom postprocessors for the shop’s Fanuc-controlled Mori Seiki lathes. The posts were created through close collaboration with MacDac Engineering, a Mastercam reseller. Mr. Yuhas worked with MacDac to simulate the manufacturing of a variety of parts and modify the posts to ensure the machines behave the same way in similar situations.
These custom posts eliminate 99 percent of the editing that is often required to support specific machine functions, Mr. Haeffner says. The alternative—using generic posts and editing programs as-needed to support specific machines—was unacceptable because it provided opportunity for error and required additional programming time, he adds.
The ability to set up libraries of tools and their associated settings within Mastercam further contributes to improved consistency and faster programming. By retrieving these settings, programmers can ensure that manufacturing is consistent with proven methods from part to part. Users can create and store custom tool configurations as well.
Moreover, the shop’s custom posts aren’t the only feature of the software that benefits operations on its Mori lathes. The primary role of these machines is producing first-part prototypes, and such jobs often evolve during initial production. By allowing programmers to make feature-specific adjustments, the software reduces programming time for print revisions.
Another notable improvement since implementing the software is better first-time success rates. In fact, the success rate for manufacturing first pieces from CAM-generated lathe programs approaches 100 percent, Mr. Haeffner says. Mr. Yuhas remarks that while he used to put a stop after every line in a given program to check how the code was running, he now has much more confidence. "I select the tool, bring it up to the part and push the button. If there are 50 or 60 lines of information, I’ll just let it run through everything, and then I will check everything out. It’s so much faster."
Since implementing Mastercam, the shop has been able to complete complicated new programs that once took as long as 2 days in only 4 to 6 hours. For Alinabal’s customers, this means improved quality and shorter lead times.












Related Content

TTI Brings Specialty Gear Production In-House with Multiaxis Machining
By investing in a 3+2-axis machine and utilizing simulation software for diagnostic checks, Techtronic Industries turned a four- to ten-week lead time into a one- to two-week lead time.
Read More
How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read More
Grinding Simulation Enables Growth in Custom Tooling
Simulation software both streamlines Gorilla Mill's grinding machine setups and speeds up the company's tooling design and verification processes.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More