
Center-Drive Offers A Turning Alternative
An interesting aspect of the metalworking industry is that for a given application there is often more than one way to process the workpiece.




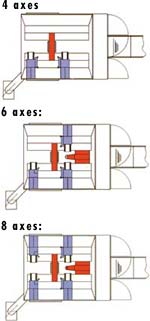
The center-drive design is modular and flexible. As these drawings show, the machine can be configured in four, six or eight axes. One or two programmable tailstocks can be used to support long workpieces. Live tooling is also available on the tool turrets for milling operations.

Center-drive lathes offer the opportunity to process a workpiece in a single handling by gripping the part in a center-mounted headstock. Independently mounted tool turrets cut both ends of the workpiece simultaneously. Better concentricity and geometric accuracy are the result.
An interesting aspect of the metalworking industry is that for a given application there is often more than one way to process the workpiece. We've seen in recent years, for example, the growth of multi-processing machine tools that combine one or more operations on a single machine platform. In many cases, these machines allow a shop to fixture a workpiece blank and perform all of the operations necessary to complete it.
In turning, the imagination has been stretched with the advent of turn/mill, turn/grind, turn/laser and other process combinations. Moreover, the traditional configuration of the VTL (vertical turning lathe) has literally been turned upside down with the popularity of inverted spindle lathes. These innovative machine tools use a carrier-mounted chuck as a combination workholder and part handler.



There is another wrinkle in multi-processing turning center design that hasn't seen much exposure. It is the center-drive lathe concept. Shops with an application for them find the design ideal. But much of the general metalworking industry has not been exposed to the concept.
What differentiates the center-drive lathe configuration from other horizontal turning centers is the placement of the machine's headstock unit in the middle of the turning center bed. Slides operate on either side of the headstock and carry the X, Z and sometimes Y axes motions. These machines are built with a minimum of one tool carrier on either side of the headstock. For this reason, they are a least a four-axis turning center. However, there are configurations available that can put four tools on a workpiece simultaneously. These machines use up to eight linear axes of linear motion.
Center-drive lathes are specifically designed to process cylindrical workpieces for automotive, truck, marine and related industries. Because the workpiece is gripped in the middle, both ends can be machined simultaneously. This setup promotes production of close tolerance workpieces owning to a single chucking of the blank. With reduced handling, concentricity and geometric relationships between part features are preserved.
For production applications, the ability to bring two, three or four cutting tools to bear simultaneously on the workpiece keeps cycle times to a minimum. Integrated loading and unloading devices are available to automate the machine for higher volume and lightly attended production.
A newly developed line of center-drive lathes was introduced in the United States at IMTS 2000 by German manufacturer WMS Sinsheim. These lathes are imported by Sytec Corporation (Essex, Connecticut). The design of these center-drive lathes accommodates live tooling and up to two programmable tailstocks for outboard support of long workpieces. Called the C-series, these machines have a 20 kW main spindle drive with 6,000 rpm speed capacity.
The machines are modularly designed and can be equipped with two, three or four tool turrets all programmable from the machine's CNC. Two headstocks are available, and capacity is 15.75 inches in diameter with a standard part length of 10 feet and an optional length of 23 feet.
As shops continue to seek ways to reduce or eliminate multiple workpiece handling, the multi-processing capability of the center-drive concept may be worth a look. It's a proven concept, and maybe it's an answer for your shaft work.












Related Content

Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More