Consider Passive Damping To Bore Deep Holes
The old bromide, 'an ounce of prevention is worth a pound of cure,' comes into play for preventing chatter when boring deep holes.





Deep boring operations involve the workpiece, cutting tool and machine to form a structural system with complicated dynamic characteristics. Passively damped tooling can interrupt the transfer of chatter causing vibrations between tool tip and workpiece to enable deeper cuts at higher cut speeds.
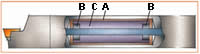
The main parts of a damped boring bar are: A) heavy tuning body; B) rubber bushings; C) special oily liquid. More technical details about how to successfully deal with tool overhang can be found online. See the Learn More box at the end of this article.
The old bromide, “an ounce of prevention is worth a pound of cure,” comes into play for preventing chatter when boring deep holes. In general, by the time a workpiece is set up to be finish bored, most of the value that the shop brings to the raw material has been added. At that point in the process, it is in the shop’s interest to reduce the chance of messing up the finish pass, scrapping the part and having to start over.
For most deep hole boring operations—4× length to diameter and greater—the enemy is chatter. As any machinist knows, chatter is insidious. It seems to show up sporadically, and the deeper the bore the worse it can be.



Chatter results from vibration between the cutter and workpiece interface. It is exacerbated by deep hole boring because as the length to diameter ratio of the boring bar increases, vibration is more easily transferred to tool tip. For example, increasing the length of a bar from 4× to 10× the diameter gives 16 times larger deflection for a bar taking a constant cutting force.
Instead of smoothly lifting and breaking a chip, the tool tip vibrates, causing the dreaded chatter pattern to appear on the workpiece surface. This is bad news for tight dimensional accuracy and low Ra surface finish specs.
The key to reducing or eliminating chatter is to minimize vibration during the machining operation. There are several techniques known to enhance the dynamic stiffness and stability (chatter resistance) of long boring tools and allow an increase of overhang—up 14× length to diameter.
According to boring bar specialist Teeness, a Sandvik Coromant (Fairlawn, New Jersey) partner, the most common and cost effective way to enhance dynamic stability in long overhand boring bars is the use of passive dynamic vibration absorbers within an inertial mass or pre-tuned bar. These pre-tuned bars consist of a heavy tuning body suspended inside the boring bar on two rubber bushings at each end of the tuning body. A specially designed oily liquid surrounds the body.
If vibration occurs during the machining process, the tuning system will come into play, and the kinetic energy of the bar will be absorbed into the tuning body. As a result, vibration is minimized, and cutting conditions can be optimized. According to Teeness, it is quite feasible to machine with tool overhangs of 10× diameter with these bars.
Assuming that vibration and its resulting chatter will occur, using tooling that offsets it is prudent. Rather than reduce cutting efficiency through speed and feed manipulation, damped boring bars can keep cutting conditions optimized on finish boring operations.
Related Content
-
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
-
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
-
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.








