
Creating Workpiece Blanks Via Adiabatic Cutoff
Adiabatic cutting is an alternative cutoff process for high-production machining applications. It uses kinetic energy to create a shockwave of sorts that softens a narrow, vertical plane through barstock material. The energy is converted into heat faster than the material being cut can dissipate it, and this controlled plastic deformation separates the material.
.jpg;width=70;height=70;mode=crop;format=webp)
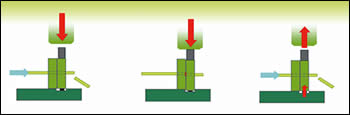
After a precisely measured length of wire or bar is fed through the dies, the press ram transfers impact energy to the moveable die and adiabatic softening occurs in milliseconds. After the cut, the ram and die move back to their initial positions, and a new length of metal is fed through the dies.

Adiabatic cutoff creates burr-free blanks from material ranging from 3-mm-diameter coil to barstock measuring 70 mm in diameter.

Adiabatic cutoff creates burr-free blanks from material ranging from 3-mm-diameter coil to barstock measuring 70 mm in diameter.



Shops typically create workpiece blanks from barstock by using cutoff saws or circular saws. These sawing processes create burrs on blank ends and cause material loss due to the kerf. Blanks might also be created by shearing, but this can cause cracking or other damage to the ends of the blanks.
High-velocity impact cutoff, also known as adiabatic cutting, is an alternative cutoff process for high-production machining applications. In theory, adiabatic cutting uses kinetic energy to create a shockwave of sorts that softens a narrow, vertical plane through the material (known as the adiabatic zone). The energy is converted into heat faster than the material being cut can dissipate it, and this controlled plastic deformation separates the material.



In practice, the energy is provided by a mechanical, pneumatic or hydraulic press using precise dies that create the adiabatic zone and separate the material. There is minimal work hardening and the resulting blanks have accurate lengths as well as edges that are burr-free and perpendicular. High Velocity Impact Technologies (HVIT) offers adiabatic cutoff systems using Hydropulsor hydraulic presses. HVIT, located in DeKalb, Illinois, provides individual presses or turnkey cutoff systems that include material handling and straightening components for coils. These systems can accommodate material ranging from 3-mm-diameter wire to barstock measuring 70 mm in diameter.
Within the press is a set of closed dies (one stationary and one moveable) with holes typically 0.003 inch larger than the material’s diameter. Adjustable with the hydraulic press, the speed at which the moveable die travels in delivering the ram’s energy to the material is set according to material hardness and barstock cross-sectional area. The perpendicularity of the blank ends can be controlled by machining the appropriate relief angle in the faces of the mating dies. Adiabatic cutoff is performed without coolant and can be used to create blanks from metals ranging from bearing and high speed steels to hardened aluminum, brass and copper.
To get a sense of the material savings that adiabatic cutoff offers, consider a bar that is 6 meters long and 70 mm in diameter. Cutting 150-mm blanks from this bar with a 5.5-mm-thick blade would produce 220 mm of scrap in the form of kerf (almost 1.5 blanks) for every bar. Sawing processes also have additional costs in terms of coolant and blades.








