
Deep Holes with a Carbide Microdrill That Flexes
These microdrills combine the advantages of HSS with those of solid carbide.

The line of CrazyDrill Flex microdrills is designed for deep holes in precision components. The drills can produce holes as deep as 30 times diameter.
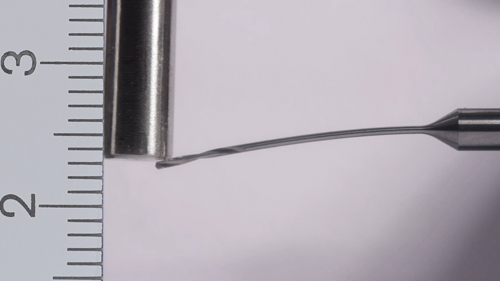
Although made of carbide alloy, the microdrills can flex slightly to compensate for positioning errors.



The microdrills in the CrazyDrill Flex line from Mikron Tool (Monroe, Connecticut) are designed to combine the advantages of HSS (flexibility and resistance to breakage) with those of solid carbide (precision and resistance to wear). This combination makes the drills reliable in difficult drilling situations yet very productive in holemaking capability. The Flex line covers diameters ranging from 0.1 to 1.2 mm in 0.01-mm increments. Two length categories are available for holes as deep as 20 times diameter or 30 times diameter.
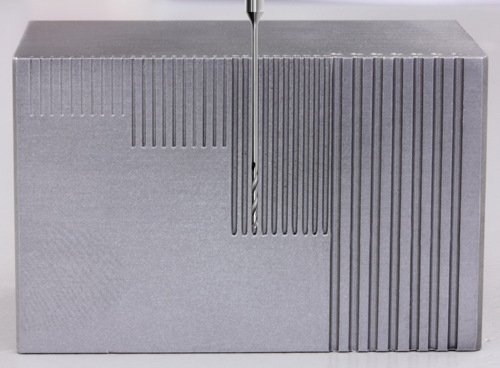
According to the company, the drill’s unusual flexibility is attributable to two factors. For one, the drills are made of a new carbide alloy that is engineered to have mechanical properties that make it less brittle than other carbides and more like HSS in terms of what the company calls elasticity. For another, the geometry of the drill includes an extended neck with a reduced cross section between the shank and the fluted cutter head. As a result of these engineering concepts, the Flex drill is slightly bendable. It can flex from 0.1 to 0.6 mm from center, depending on the overall length of the neck.



Furthermore, the carbide alloy retains the wear resistance and hardness of typical carbides, the company says. This enables the drills to remove material faster than HSS and last longer before dulling. In addition, a 140-degree point angle and wide flutes aid chip breakage and evacuation. Smooth chip flow also reduces cutting forces such as torque and feed force. This geometry is also said to prevent stringy chips from wrapping around the neck or shank.
Having HSS-like flexibility and carbide-like wear resistance makes the Flex drills suitable for situations in which holemaking equipment offers less-than-precise drill positioning. Positioning error can be caused by misalignment in the rotary indexing tables of transfer machines, the spindle drums of a multispindle lathe or drill stations in a series. Thermal expansion on a machining center can also cause misalignment. In any of these cases, the drill’s slight flex can compensate for misalignment, thus preventing excessive side forces from snapping the tool. The resulting reliability of the microdrill and its capacity for high drilling speed makes it useful for lights-out or lightly attended operations, the company says.
According to the company, the performance of these drills makes holemaking operations on these machines competitive with small-hole EDM (electrical discharge machining) and laser drilling. The company reported a test cut involving 10 holes measuring 0.5 mm in diameter and 15 mm deep. The Flex drill took 3 minutes to perform the operation versus 24.4 minutes for gundrilling and 30 minutes for EDM.
However, using this type of microdrill may require a change in CNC holemaking routines. Drills in diameter sizes at the low end must have a pilot hole produced by a CrazyDrill Flex Pilot drill of the same diameter. The pilot hole, which works best at three times the drill diameter, centers the Flex drill and stabilizes as it as it enters. Also, while holes as deep as seven times diameter can be produced in one step, drilling deeper holes (as deep as 30 times diameter) requires additional pecking cycles.
These microdrills have been used successfully to drill deep holes in aluminum, brass, copper and steel. The company reports the main applications to be micromachining of precision parts in the watch and medical industries or for machining fuel injection components.












Related Content

Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
