
Drill Drives Tool Life, Cycle Time Improvements
This shop upgraded to through-spindle coolant as part of a lean manufacturing initiative but soon experienced tool life issues in drilling applications. With the Performax drill from Seco Tools, the shop not only addressed this problem, but also reduced costs and cycle time.
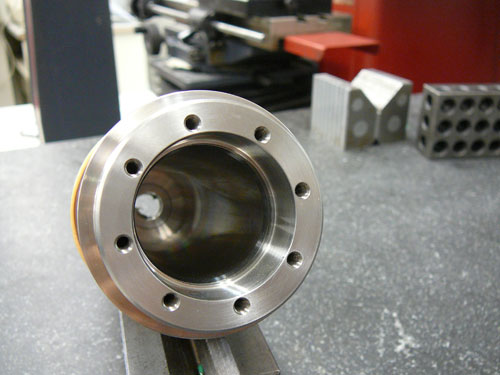
This part, a component of an assembly for the semi-conductor industry, was a difficult job for the shop before it invested in the Perfomax drill. The shop produces 700 of the seven-part assemblies per year.

After switching to a 5×D Seco Perfomax drill, Kennebec was able to reduce its component cost by $1.05 per produced part. The drill has helped the shop reduce cycle time while still reaching the tight tolerances required for this 5-inch-deep internal bore.

When a machine is not making chips, it’s not making money, either. Tool life savings from the Perfomax drill have significantly cut time spent changing tools.

Kennebec uses Seco’s Perfomax indexable insert drills, which allow for higher speeds and feeds, for almost all its drilling applications.




When a shop runs at full capacity, it must make efficiency gains any way possible. A few years ago, one such shop, Kennebec Tool & Die, embarked on a lean manufacturing program to eliminate waste and improve productivity. With 70 employees working in three shifts around the clock seven days a week, the Augusta, Maine-based company needed to standardize processes, equipment and tools in order to streamline its operations. One of the changes the shop made in order to meet its goals was to invest in a machining center equipped with through-spindle coolant.
However, the shop faced a persistent problem in its attempts to use the new machine and corresponding tooling for an important job—producing 700 assemblies per year for the semi-conductor industry. The shop was still on a learning curve for the new machine and tools, and cycle time issues on a particularly problematic component of the seven-part assembly reduced productivity.



Made of 17-4 heat-treated stainless steel, the raw stock for the component arrives as a 4-inch-diameter bar that is cut to a rough length of 8.5 inches. After rough and finish turning, the component requires drilling of a 5-inch-deep internal bore with a tight tolerance. "Our turning operations were running pretty standard; it was really the drilling that was taking a long time," says Harvey Smith, vice president of operations.
Paul Owen, tooling room supervisor, says the source of the drilling operation’s lengthy cycle time could be traced to problems with consistent tool life. "Chips were wrapping around the drill, destroying the tool and/or scrapping the part," he explains. "We might get five parts from one insert and then six or eight from another."
Kennebec tried to work through the problem, but had to slow down the entire process in order to clean out the chips, further impacting productivity. The shop knew it needed to upgrade its drilling tools. However, in keeping with its lean manufacturing program, it sought to do so with the goal of not only addressing this specific application, but also reducing its total number of drill styles by finding a product that would work in a variety of situations. Soon, it had narrowed the vendors down to Seco Tools (Troy, Michigan) and a competitor.
To make a decision, Mr. Smith issued a challenge to Seco technical specialist Bryan Daniels: "If you can make this particular operation work, then I’m changing over to Seco."
Mr. Daniels delivered. He suggested a 1.187-inch-diameter, 5×D Perfomax indexable drill for the troublesome assembly component application. The Perfomax drill features two coolant holes and large chip flutes with a flute angle that is said to promote efficient coolant flow and effective removal of coolant and chips. This flute and the tool’s coated body and inserts are designed to allow high feeds and speeds while avoiding deflection, poor tool life and quality, even with long lengths and deep-hole drilling applications. Unlike many other indexable drills, the Perfomax can use two different insert grades. A tougher grade is located in the inboard position, while a more wear-resistant grade is mounted in the periphery pocket. Inserts are square to provide a strong 90-degree corner and the economy of four cutting edges.
"The operation was pretty much nailed as soon as we tried it," Mr. Owen says. "Bryan suggested the feeds and speeds, and we had no problems. He worked with us and optimized the parameters until we got a good average of parts per insert."
The drill ended up producing about 20 parts per edge—a threefold improvement in tool life compared with the shop’s previous drill. Additionally, the tool reduced cycle time from 1.21 to 0.53 seconds. While this might not seem significant, Mr. Smith explains that the actual cycle time savings are greater than the numbers show because the shop previously changed tools every five to eight parts. The drill’s longer tool life provided cost benefits, as well. While the Seco inserts cost more than competitive inserts, the increased tool life achieved with Perfomax actually reduced the comparative cost by $1.05 per produced part, Mr. Smith says.
Now, Kennebec uses Perfomax for almost all of its standard drilling applications. In fact, the drill has worked well enough to prompt the company to give Mr. Daniels a chance to prove Seco’s worth in other areas, including an 8,000-part aerospace order that requires a combination of turning and milling operations. "After (Mr. Daniels’) dedication on this last process and the success we achieved, we will certainly at least give Seco a try," Mr. Smith says.












Related Content

Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Tungaloy Expands Drill System With Drill Sleeves
Adding drill sleeves to the standard lineup enhances drilling productivity of Swiss-type sliding-head automatic lathes.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More