Drilling with Modulation Delivers Pecks for Free
A system for center drilling on Swiss-types and other small lathes oscillates the drill up to 1,000 times per second. Cycle time, part quality and predictability all improve.
.jpg;width=70;height=70;mode=crop;format=webp)
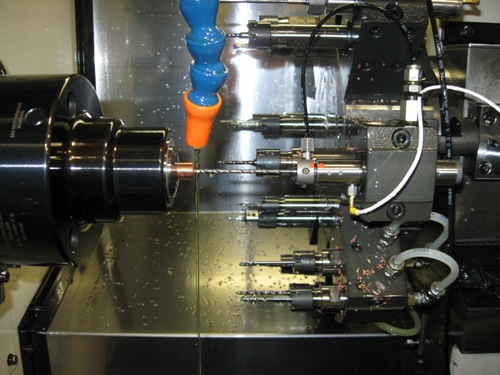
The TriboMAM unit replaces a toolholder for centerline drilling on a lathe. It produces hundreds of controlled “pecks” per second.
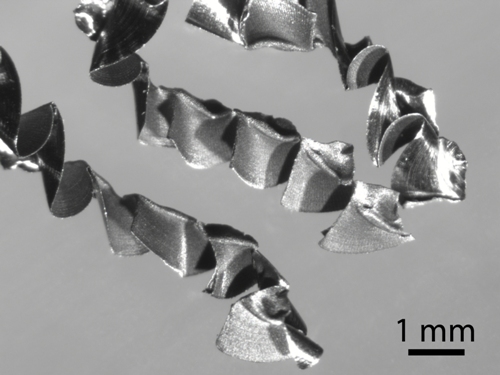
Here are long Titanium 6-4 chips produced with a 3.2-mm gun drill in a conventional process.
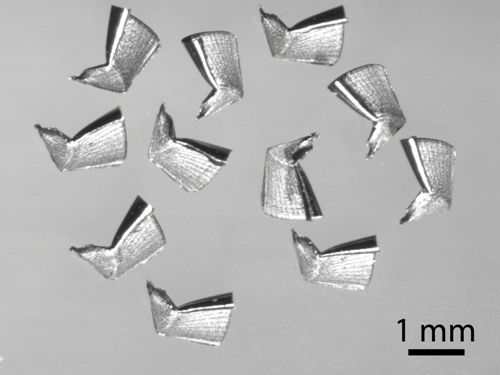
Here are chips from the same material produced when the tool was used in modulated machining.
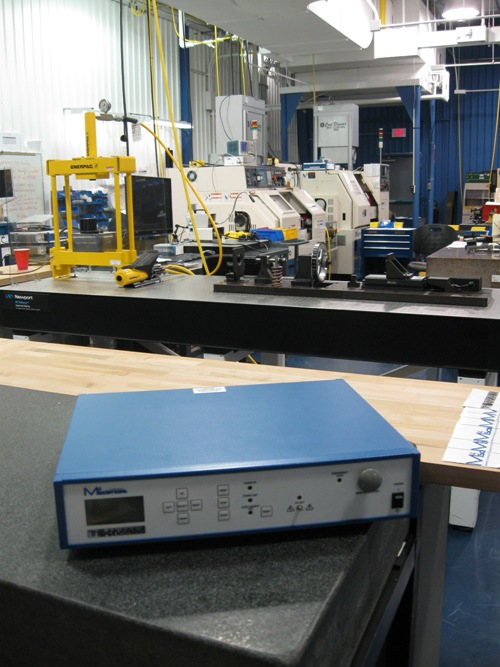
Amplitude and frequency of oscillation are controlled. The operator inputs basic parameters of the drilling operation to this control unit, seen here with the M4 Sciences facility in the background.



This animation illustrates MAM.
Almost anyone who has ever drilled a hole knows the value of a peck drilling cycle. Periodically backing up the drill helps manage both chips and heat within a deep hole. In recent years, Purdue University researchers have worked to develop a technology based on a straightforward idea: If pecking every few seconds during the drilling cycle is good, then pecking hundreds of times per second might be dramatically better still.
Modulation Assisted Machining (MAM) is the commercial name for this now-patented technology—sold by a company incubated by the university, M4 Sciences of West Lafayette, Indiana. Thanks in part to funding from the National Science Foundation and Indiana’s 21st Century Fund, M4 Sciences was able to take an idea that had been proven in laboratory settings and translate it into a self-contained product that can be installed and applied on production CNC lathes.



So far, lathes are the only target for this technology, which applies strictly to center drilling applications. The company’s “TriboMAM” modulating unit loads in the turning machine’s workzone like a toolholder and connects to a small, independent controller. Accommodating drills up to 5 mm in diameter, the system is best suited for compact CNC machines, particularly Swiss-type lathes. For these machines, the technology offers the potential for dramatically more productive drilling—particularly in titanium and other hard metals.
With MAM, the peck drilling cycle is free. The TriboMAM unit oscillates the drill as it cuts, making the peck continuous. This does away with the delay of programmed peck cycles, while also permitting more aggressive feeds, says Jeff Bougher, president of M4 Sciences. Typically, the company promises drilling cycle time reductions of at least 50 percent.
The minutely controlled pecks occur at frequencies ranging to 1,000 times per second. Actual frequency and amplitude are both determined by the system’s controller, based on drilling parameters input by the operator (speed, feed rate, number of drill flutes and drill diameter). Beyond cycle time improvement, Mr. Bougher says the benefits of the oscillation include the following:
• Better lubrication. Continuous oscillation leaves room for the lubricant to get into the cut, he says. Keeping lubricant at the cutting edge makes through-tool coolant even more effective.
• Better chip evacuation. Chips are small thanks to the rapid pecks. This ultimately produces more consistently accurate holes because chips no longer get bound up with the tool to distort the hole’s shape.
• Consistently shaped chips, which lead to a more consistent drilling process overall.
This final benefit might well be the most valuable, Mr. Bougher says. Manufacturers of high-value parts, such as aircraft fuel system components and orthopedic screws, increasingly do not find their efficiency gains solely by running faster. The savings also come from engineering a process that runs with less human oversight. Doing this requires machining operations that perform predictably—cut after cut and hour after hour.
MAM’s ability to control the chip contributes to this predictability, he says. What’s more, users get this consistency and predictability essentially for free, because there is no need to reduce cycle time to make the cutting more consistent.












Related Content

How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
"Crazy" Tools from Mikron Expand Capabilities
Despite past challenges of the pandemic, Mikron Tool's R&D department runs at full speed, developing efficient machining of demanding materials in the micron range.
Read MoreRead Next

Video: Modulation Assisted Machining
This footage shows the effect of a techology that speeds and simplifies center drilling by oscillating the drill through many pecks per second.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More