
Hydraulic Workholding Doubles Output
When customer-supplied fixtures just weren’t cutting it, this automotive shop turned to Advanced Machine & Engineering for dedicated, hydraulic tombstones to use on its high-volume production runs. The new fixtures have since reduced load/unload time, cycle time and scrap rates while providing error-free loading.

The hydraulic fixtures come in various dedicated configurations for both VMCs and HMCs.
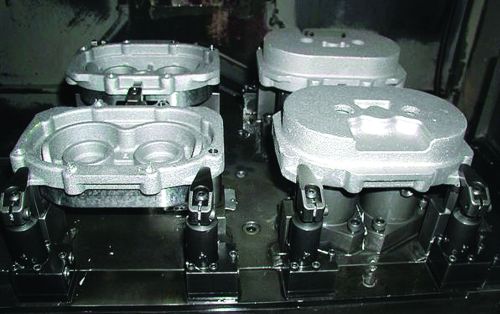
The shop runs primarily sand-cast aluminum components such as these, which are mounted in one of the hydraulic tombstones designed by AME.

The shop produces automotive parts in both high- and low-volume runs on its 21 high-capacity machining centers.



Southland CNC of Cornelia, Georgia is a Tier Two automotive industry supplier that provides machined aluminum sand-cast components to "the big three" American and the six largest foreign auto manufacturers. The company began 19 years ago in president/owner Keith Armour’s garage with a single machine, and it has since grown to include 30 employees and 21 high-capacity machining centers.
Southland machines a variety of parts in both high- and relatively low-volume production runs. While the company values the adaptability and low cost of manual fixtures for its low-volume runs, it uses dedicated hydraulic clamping fixtures for high-volume runs. That’s because the fixtures both decrease cycle time, which makes them highly cost-effective, and provide consistent, repeatable clamping pressure, which improves machining accuracy. In fact, Mr. Armour credits these hydraulic fixtures for his shop’s ability to routinely hold tolerances of 20 microns true position with critical dimensions at ± 6 microns. In addition to reducing load/unload time, cycle time and scrap rates, the fixtures provide error-free loading, Mr. Armour says.



Southland currently has four HMCs and three VMCs that use hydraulic tombstone fixtures, all of which were designed by Advanced Machine & Engineering (AME) of Rockford, Illinois. The fixtures are dedicated to high-volume production of single parts or single families of parts. Mr. Armour says the hydraulic fixturing has been very reliable—one fixture has been in operation 20 hours a day, 5 days a week for more than 7 years without a single problem. Fixture configurations include cast tombstones as well as welded tombstones, says AME Fixturing Group Manager Alvin Goellner. Depending on the fixtures’ intended use, they feature either external, surface-mounted hydraulics or internally cored hydraulics.
The shop obtained its first tombstone hydraulic fixture to replace customer-supplied equipment that was not efficient enough to meet cost and schedule goals for its high-volume production runs. Mr. Armour says he chose AME to provide the fixturing solution because of the supplier’s competitive pricing and willingness to design the tombstone to meet Southland’s specific production needs. Additionally, Mr Armour says, the supplier was able to make quick deliveries.
The initial application of the fixture reduced the shop’s cycle time by more than 50 percent, allowing it to meet the high production volume without additional machines. On one sand-cast bearing plate for a supercharger assembly,
production has gone from 50 units to 110 units per day with the same tolerances and a 1.67 CpK, which is critical to the Six Sigma conformity for the company’s major automotive customers.
Each year, Southland produces approximately 30,000 of these parts, which measure 8 inches long by 4 inches wide by 1 1/2 inches deep, for a Tier One supplier to Jaguar, BMW and Mercedes. Requiring two operations per side, the part is loaded onto a second fixture in less than 20 minutes via the secondary pallet on the VMC. "The fixture was designed specifically for this part, though it’s flexible enough to use for other jobs," Mr. Armour says. "We have experienced zero downtime because of the fixturing AME supplied us for this particular part."
The fixture provides automatic clamp and release and it is designed with locating dowels to ensure error-free handling. Each component to be machined is handled only twice: once during loading into the fixture and again during unloading. Additionally, the fixture features a windowed design, allowing machining on all four sides of a component without additional handling. To further enhance throughput on its VMCs, the shop incorporates a second loading pallet to mount workpieces while another fixture runs in the machine.
Mr. Armour adds that the design and development work for the fixture was done via CAD drawings, and that the project was completed on schedule and at the quoted price."When we began to go from 50 parts per day to 110 or better, with absolutely no loss of accuracy or finish quality, we knew we’d made a wise choice," he says.












Related Content

Simple Workholding for Robotic Automation
Robotic automation relies on reliable workholding, and these modular pneumatic jaws make it simple.
Read More
Custom Workholding Principles to Live By
Workholding solutions can take on infinite forms and all would be correct to some degree. Follow these tips to help optimize custom workholding solutions.
Read More
When To Use A Collet Chuck
Don't assume the standard chuck is the right workholding for every lathe application.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More