
If You Want to Improve Something, Measure It
This shop involves all of its employees in the daily exercise of analyzing just where time is being spent.
.jpg;width=70;height=70;mode=crop;format=webp)

Becoming a job shop expanded the number of customers and jobs, and therefore expanded the range of tooling needed. The shop now keeps cutting tools in a central cabinet, managed using an employee sign-out sheet.

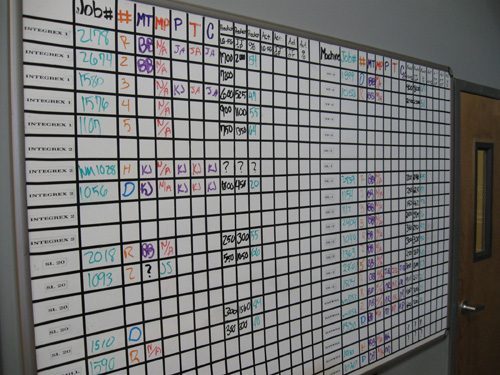
Here is another view of the accountability board.

It might produce those parts on a machining center, Swiss-type machine or wire EDM.

The shop conducts meetings at the end of every day around the accountability board. One of the benefits of getting everyone together to look at the board is that this provides an easy forum for employees to suggest solutions to an impediment that another employee is facing.

“Lean” means running fatter in some places. Collets were added so that every turning machine would have a full set.
Lean eliminates waste in part by making the process more visible. One of the lean improvements that flowed out of the accountability board was this other board—which lets employees see upcoming jobs at a glance. This information helps employees prepare the next job during spare moments while the current job runs.
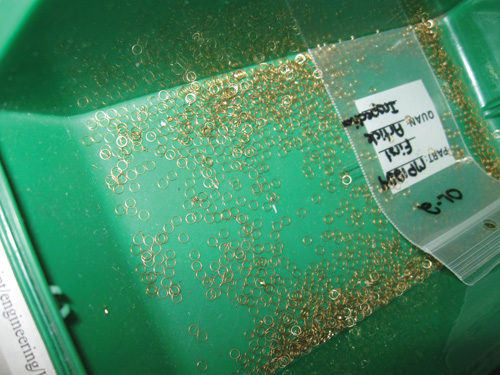
This shop specializes in small precision parts.
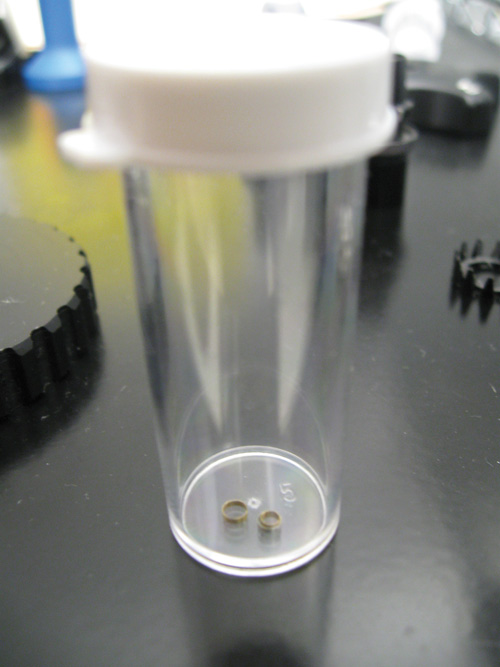
The small precision spacers in this container were machined on the Office Lathe in the next photo.

Here is a lean lathe—at least in Wedge’s experience. The small Haas “Office Lathe” might seem appropriate only for low-cost jobs, but Wedge routinely uses it for tiny, high-value parts. The shop has two of these machines. The shop also bought a CNC simulator from Haas (pictured), which it uses for operator training on both lathes and machining centers from this company.



“RPM” usually stands for rotations per minute, but at Wedge Manufacturing, it also means “removing the part from the machine.” This is one of the various potential sources of lost time that the Birmingham, Alabama job shop studies every day.
Spacers as small as 0.063 inch in diameter and 0.003 inch thick that are machined on a lathe were producing RPM time that was high indeed. The parts were getting lost in chips, making them difficult for the operator to spot and retrieve. Identifying this problem as a noticeable source of lost time focused the shop’s attention on
implementing a solution. The particular remedy the shop found was classic lean manufacturing—simple but effective. The shop cut a plastic container to size and bolted it beneath the lathe’s tool slide, where the machine could advance it into position just as the spacer was being cut away.



In addition to this “RPM” step, Wedge also considers various other steps of the process— including checking a part, communicating with engineering, and obtaining tools. Nine common process steps are tracked in all (though the specific list is subject to frequent refinement). The time that each one of these steps takes is studied every day by—literally—every shopfloor employee. Each afternoon at 5:30, the shop’s staff gathers in front of a whiteboard where these numbers are entered for the work of the machines that day.
There is no blame for time that wasn’t spent on making good parts. The job shop does not necessarily enjoy a constant daily workload. However, there is scrutiny to see where the greatest lengths of time were lost. With no standard product to provide a standard measure in order to identify these losses, this “accountability board” is the best solution the shop has found for identifying the right ways to make the process better.
And the board has worked. Taking time every day simply to meet and talk might seem like a time loss in itself, but the daily meeting has proven to be one of the most consistently productive disciplines the shop has put in place. This daily gathering lets everyone see clearly where inefficiencies are occurring, instead of leaving each employee alone to guess whether his or her time is being used well. Gathering everyone together also pools experience and insights, providing an easy way for employees to offer solutions to challenges other employees are facing.
The column on the board that measures success is labeled simply “%.” This is the total time spent producing good parts as a percentage of the total available time on each machine for the day. The shop’s aim is to see these percentages continue to climb. While the initial dream of getting numbers in the 90s has proven challenging to attain, the shop routinely hits 70 now. Without the board to show specifically how to get better each day, the figures would instead have stayed well below 50, probably without the shop even realizing it was getting such a low return on its time. In an inefficient process, the busy activity masquerades as productivity—whereas the lean process succeeds by making that productivity easy.
Going Solo
The idea that lean manufacturing does not apply to job shops is a particularly ironic notion to Wedge, because this manufacturer didn’t embrace lean until it became a job shop.
The shop began as a department of IMS, Integrated Medical Systems—a Birmingham company that provides, among other services, repair of surgical instruments. Unsatisfied with some of the machining work it was receiving from suppliers, IMS set up its own machine shop. At first that shop consisted of just a machining center and a Mazak Integrex multitasking machine, with two employees to run them.
There was no pressing need for lean then. Two employees could remain in continual communication and easily see what steps they had to take to complete the work requirements for the day. Two machines were also easy to schedule on the fly.
But the number of machines and people grew, and even more significantly, IMS saw the chance to earn revenue by selling machining services externally. The department was therefore separated and relocated, opening as Wedge Manufacturing in 2007. Its specialty is small precision parts.
Today there are 14 employees and 10 CNC machines, consisting of two machining centers, two Integrex machines, one Swiss-type lathe, three other lathes and two EDM machines. Instead of being committed to just one internal customer, the shop now has about a dozen customers in addition to its corporate owner.
When Brian Jones was hired as general manager of Wedge, he brought a background in lean from his work for other manufacturers. One of the first steps he took was to send all employees to a day of “Lean 101” training conducted by Auburn University—just so the entire staff would have a shared understanding of the goals of lean and its disciplines. The changes that soon flowed from this instruction illustrate how the term “lean” is actually something of a misnomer, because the shop added resources as much as it took them away.
Collets were purchased in the interest of saving time, for example. Every turning machine got its own complete set of collets so operators would not have to look for them. But then, Allen wrenches were subtracted—also in the interest of saving time—with each machine not having a full set, but instead only the wrenches that could be used on that machine.
Even More Visual
Other process changes have resulted from employees’ daily discussions around the board. One of the most significant of these was a second whiteboard that now summarizes the upcoming jobs for each machine. Having this information available in such a visible way has enabled employees to use their unplanned free moments more effectively. At a glance, employees can now start thinking about the jobs they’ll run next. While the current job is running, they can examine the travelers and setup sheets stored in a rack near the whiteboard and begin assembling the tools, gages and other resources needed to start work on that job when the machine becomes free.
Making the process easy through innovations such as this ultimately adds capacity because employee time and machine time are no longer lost to inefficiency. Thus, some of the most significant savings from lean manufacturing at Wedge relate to expenditures that never had to be made. The shop formerly thought that it might need more equipment to meet its demands during the first year as a job shop, or more employees, but it found the capacity instead by getting better.
Now, when the new equipment and new employees do come, the shop will add them on better terms. As business expands to the point that these new resources are needed, the shop’s attention to lean will allow it to employ them far more knowledgeably than it otherwise could. Thanks to its daily attention to how well its existing processes are performing, Wedge will be able to realize even greater value from the steps it takes to build on those processes in the future.
















Related Content

Top Shop Builds Upon Employee Ownership for Future Success
In its quest to become the Fox Valley’s best-in-class employer, A to Z Machine has adopted an ESOP, expanded benefits and invested in apprenticeships.
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read More
If the Federal Government Is to Solve the Manufacturing Labor Shortage, it Needs to Start Here
Student-run businesses focused on technical training for the trades are taking root across the U.S. Can we — should we — leverage their regional successes into a nationwide platform?
Read More
In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More