Making it in Medical
Here are the challenges that modern medical machine shops face and how they have helped shape this shop in particular.
.jpg;width=70;height=70;mode=crop;format=webp)
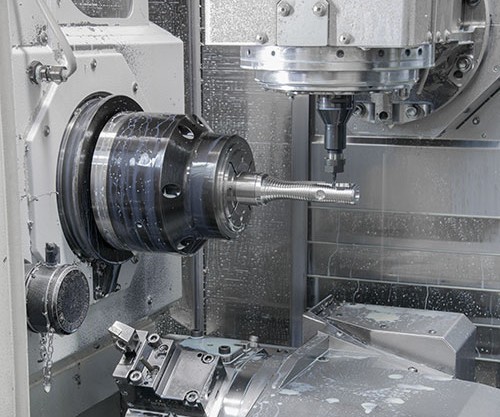
Complexus Medical relies on multifunction equipment such as B-axis turn-mills to produce complex medical device components in one setup rather than running parts across multiple machines.
For some parts, the shop performs gundrilling on its turn-mill machines. By using 250-rpm spindle counter rotation that opposes the gundrill’s rotation, bore runout of 0.0002-inch can be achieved.

Although Swiss-type lathes are known to be effective at machining long, thin parts, Complexus also uses its sliding-headstock machines to produce short parts complete in one setup.
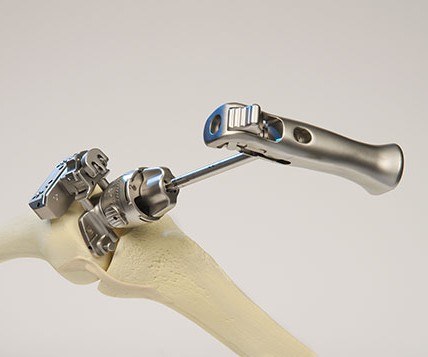
Complexus delivers devices completely machined, laser-welded, laser-marked and assembled to its customers, keeping some secondary processes in-house while outsourcing others to trusted local vendors.



Cleanliness and organization are signature traits of many shops that serve the medical industry. Complexus recently completed a 15,000-square-foot expansion (to the right of this area) and increased the shop’s light output from 40 foot-candles of light intensity to 175 foot-candles.



Complexus Medical, located in Mishawaka, Indiana, has evolved from a small tool and die shop that opened in 1968 to a supplier of complex components and assemblies to the medical market. The bulk of its business is dedicated to producing complex orthopedic instruments, although it also provides metallic and non-metallic implantable components for knee replacement and related medical procedures. It also has a few customers in the computer, electronics and telecommunications industries.
In terms of the medical work the shop performs, David Behrens, owner and president, cites price pressure as a recent challenge. The Patient Protection and Affordable Care Act (aka Obamacare) includes a new tax on medical devices; therefore, medical device OEMs are looking for suppliers that offer competitive cost advantages for the parts and assemblies they provide.



However, that’s just one of the challenges that Complexus, like other shops serving the medical industry, face today. And those challenges impact not only the equipment that this company has purchased over the years, but also the shopfloor practices and business strategies it has adopted to become more competitive. Here are a handful of challenges that Mr. Behrens and his son Michael, the shop’s vice president of operations, cited during a recent visit, as well as the actions the shop has taken to address them.
Challenge: Increasing part complexity; tighter part tolerances.
Solution: Increased adoption of multi-axis, multifunction equipment.
Complexus has a number of conventional CNC machines, including VMCs, turning centers, and wire and sinker EDM units. That said, it seems that the shop’s multifunction turn-mills and Swiss-type lathes are essential these days to efficiently produce some of the complex, contoured medical work that runs through the shop.
For instance, Complexus has three turn-mills from DMG MORI that operate virtually 24/7: two 12,000-rpm NT1000 models and one 20,000-rpm NXT1000. Each of these offers a B-axis milling head, a lower turret with live tooling and a subspindle.
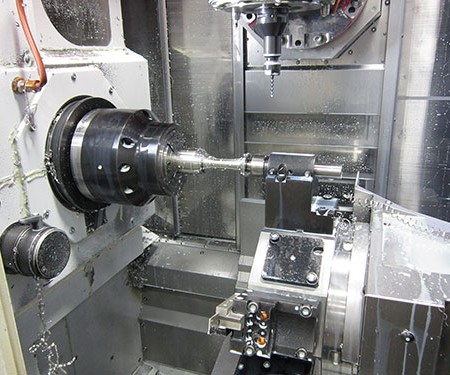
One example of an ideal part to be produced on these machines, a component for a medical device for a femoral procedure, is shown in the second photo to the left. Previously, the shop ran the part across seven machines (saw, lathe, another lathe, gun drill, mill, lathe and another mill). Today, it can be completed in one setup on one of these turn-mills. The parts are produced in batches of 100 to satisfy monthly customer demands. The previous method required 25 hours of total setup time (per 100-piece lot) and about 200 minutes of machining time per part. This has been reduced to 4 hours of total setup time per batch and 90 minutes of cycle time per part using the turn-mills.
The shop performs gundrilling on these machines, too, minimizing bore runout by using relatively slow 250-rpm spindle counter rotation that opposes the gundrill’s rotation. The part shown above has a critical central bore produced via gundrilling on one of these machines. In this case, the turn-mill’s subspindle pulls the part out of the main spindle in three stages, and the part’s bore is gundrilled to 0.0002-inch runout.
Complexus also has four Star CNC Swiss-type lathes. Although these bar-fed, sliding-headstock machines are effective for producing long parts with relatively small diameters (thanks to their guide-bushing design that offers support very near the cut), the shop will also use these machines to produce relatively short parts that require multiple turning, milling and drilling operations. Machining these parts complete in one setup helps ensure feature-to-feature accuracy while minimizing setup time, work-in-process (WIP) and the number of times a part must be touched.
In fact, complete machining using equipment like this has also impacted the shop’s toolroom. Michael says this area isn’t nearly as large as it once was, because the shop doesn’t need as much custom fixturing as it previously did when it ran parts across multiple machines.
For the medical-grade plastics implant work, Complexus has established a high-speed, non-metallic cell consisting of two four-axis FANUC Robodrills. These 24,000-rpm machines run sans coolant to produce families of knee-replacement parts from ultra-high-molecular-weight (UHMW) polyethylene and other medical-grade plastics. They have fast-indexing rotary tables with four-sided fixtures to enable multiple parts to be installed for longer stretches of unattended machining.
Challenge: More than machining is needed.
Solution: Secondary processes in-house; use of trusted vendors.
Complexus is selective as to what non-conventional processes to have in-house. Two processes it recently added are laser welding and laser marking. Although the shop had outsourced these laser processes, extended delivery times spurred it to add these capabilities, especially because they are among the last operations to be performed on medical components prior to customer delivery. The shop can perform these operations in a matter of hours, rather than waiting a day or more for an outside vendor to complete them. This also enables components to be sent to the shop’s assembly department for quicker turnaround of completed devices to its customers.
However, Complexus continues to outsource processes like anodizing, passivation, heat treating and electropolishing to trusted vendors, rather than dealing with nitric acid and other chemicals commonly used in those processes. David says the shop can send parts out for heat treating in the afternoon and have them back the following morning. By not bringing all these secondary processes in-house, the shop can more fully concentrate on its core capability of precisely machining complex components.
Challenge: Design for manufacturability advice sought by customers.
Solution: Increased engineering capacity.
Complexus strives to work closely with its customers’ design engineers to develop an effective strategy for component and assembly manufacturing, proactively eliminating potential machining problems at that early stage. By taking this critical early step, the company has the capability of helping refine new-product designs so that complex components can be produced at a more competitive cost. In fact, David says the shop has become deft at identifying obscure machining problems early on in the process through its design for manufacturability (DFM) capability.
Michael says in some cases customers consult Complexus fairly early in the new product design stage. In other cases, customers approach the shop with a 3D CAD model or a prototype (often produced via additive manufacturing), asking for design-improvement advice that will simplify production. Both David and Michael are commonly involved in these initial discussions. However, the men say the company is lucky to have Randy Bender, vice president of engineering with 32 years of machining experience, available to delve deeper into potential design modifications. Realizing the importance of offering DFM advice, Complexus has increased its manufacturing engineering staff to seven people.
Challenge: FDA regulatory compliance.
Solution: Disciplined validation; paperwork.
In 2009, Complexus became certified to the ISO 9001:2008 revision and the ISO 13485:2003 standard for medical device manufacturing. However, its largest customer audits the shop to the FDA’s more stringent CFR 820 quality system (the federal agency’s regulations quality system regulation for medical devices), which requires stringent validation of various special manufacturing processes. This validation was so extensive that quality consultants from the shop’s customer visited to offer assistance. Plus, the shop had to be as effective at documentation as it is with machining. David says Mark McIntosh, quality manager, has been an integral part of the shop’s ISO/regulatory/FDA success and maintenance.
Michael says validation wasn’t too bad for conventional machining centers, because machine tool OEMs offer data to verify machine performance. Instead, he says the bigger challenge was validating the shop’s in-house laser marking and laser welding capability, to the extent that it needed to confirm that the incoming voltage to that equipment was consistent. This is where the adoption of new manufacturing technology proved helpful. For instance, one of the shop’s laser markers is a new fiber laser model. Unlike the other YAG laser marker, there is no lamp degradation to contend with, meaning it will always have a consistent beam output.
Challenge: Developing shopfloor talent.
Solution: In-house training.
Complexus participated in the 2014 edition of our annual Top Shops benchmarking survey and was an Honors Program winner in the Human Resources section of the survey. It was one of a handful of surveyed shops that offered 40 or more hours of annual training to each shopfloor employee. Complexus also offers paid medical benefits, annual raise/review programs and leadership development programs to not only entice new hires, but also to help retain talented employees.
David says in-house training is key for the type of complex work performed there, especially with respect to the shop’s quality system that requires disciplined and accurate process documentation. The shop doesn’t necessarily search for shopfloor prospects with machining experience. Instead, it has had success bringing on people without direct machining experience, but who have the desire and interest to learn more about the craft. Complexus has also cultivated from within, as exemplified by a person who previously worked in the shop’s shipping and receiving department who wanted to take his career in a different direction as a machine operator. He was shadowing an experienced person during my visit.
Clean Operation
Complexus is similar to other successful medical machine shops in that its facility is clean, organized and well-lit. In fact, the shop recently increased its floor space to 40,000 square feet. As part of the expansion, it added more windows to allow more natural light to shine through and upgraded its lighting system. The previous lighting system provided 40 foot-candles of light intensity, but the new system provides 175 foot-candles. Improved lighting enables employees to more easily see burrs or recognize signs of machining chatter on parts. This type of manufacturing environment is also attractive to the shop’s medical customers when they visit, because cleanliness and organization is the nature of their business, too.















Related Content

When Too Many Customers Spoil the Part
Duo CNC used to take on as many customers as the shop could handle. But when growth stalled, a top-down audit by the company’s general manager revealed that its customer base was inhibiting growth — and causing the shop to be less efficient and productive.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More