Micromachining: Drilling Is Doable
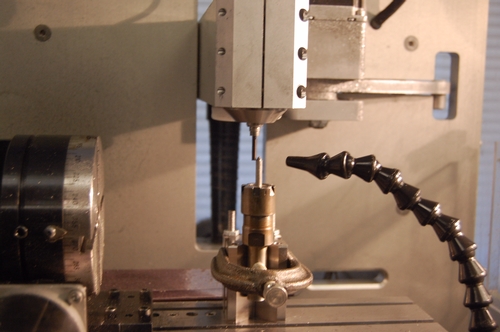
This shop drills 0.020-inch holes as part of a machining cycle that also includes full-size tools cutting full-size features.
.jpg;width=70;height=70;mode=crop;format=webp)
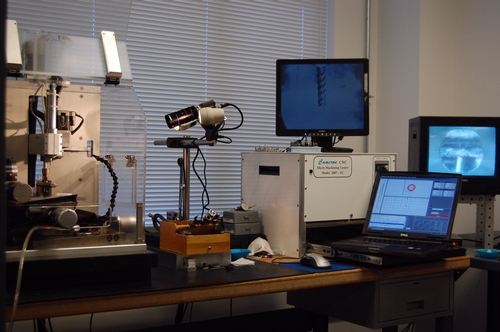
Using the machining center effectively requires video imaging to see the machining.
The ability to use full-size tools in addition to micro tools was one of the primary reasons for choosing this machine.

The small size of the part can be seen in this photo of off-line inspection.
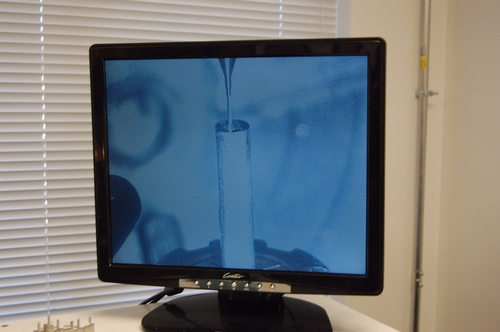
Here the screen shows one of the 0.020-inch drills.

Here is the part inserted into the probe in which it is used.



The video footage accessible through the link at right shows the machining of an angle-of-attack sensor for an aerospace application. The part was designed by Schultz-Creehan, an engineering firm in Blacksburg, Virginia. The firm was then asked to machine the part as well—an unexpected challenge that the company rose to as well.
Schultz-Creehan co-founder and chief technology officer Jeff Schultz, Ph.D., says the straightness and position of the tiny holes in the part are critical. The holes in the video are 0.020 inch diameter and 0.335 inch deep. Holes machined in a comparable critical part the company produces are 0.020 inch diameter and 1.5 inch deep. At first, the firm’s machining area used small-hole EDM to make such holes, assuming EDM to be the optimal approach. But as the specified material for the sensor part changed from superalloy to stainless steel, the work moved to a small CNC machining center from Cameron Micro Drill Presses.



Dr. Schultz says using drilling instead of EDM offers multiple advantages. The shop found hole straightness easier to control with drilling. In addition, using a machining center allows most of the rest of the machining for the part to be performed in the same setup. That is what the video shows—a machining cycle that involves both micromachining and full-scale machining.
In fact, the Cameron machine was selected largely for this reason. In addition to the precision for microdrilling, the machine also offers the capacity for the tools used in the full-scale work, as well as enough travels to allow for a 4th-axis rotary table to be included in the work zone.
Dr. Schultz says the company has learned several lessons about drilling tiny holes efficiently. They include:
● “Pecking is the order of the day,” he says. The video shows how frequently the tool pecks to descend into the hole. This prevents any build-up of chips from increasing the force on the tool to even a small degree.
● Touching off to locate the part is difficult, he says. With magnification, it can be done. However, the shop has taken to relying on video edge finding instead. (The video shows this.)
● Question your intuition, he says. Reasonable parameters for a 0.020-inch drill are likely to seem too aggressive. “You think the tool can’t possibly stand up to the parameters you are contemplating,” he says. But it can.
Microdrilling simply requires more care than conventional-size drilling, he adds. However, once the company had done the work for a while, it no longer seemed all that small.
Related Content
-
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
-
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
-
3 Tips to Accelerate Production on Swiss Lathes with Micro Tools
Low RPM lathes can cause tool breakage and prevent you from achieving proper SFM, but live tooling can provide an economical solution for these problems that can accelerate production.







