
Moving To Lean Manufacturing
Machining cells have replaced transfer lines as part of a $100-million-plus modernization program to machine drivetrain parts more efficiently and more cost effectively.




Project manager Kallin Kurtz checks this cell's cell controller, which directs the operation of all HMCs in the cell as well as the transfer of parts via the RGV.

The HMCs' large-capacity tool magazines contain enough tools to permit machining of one or more families of parts without incurring down time for tool substitutions.

An operator loads a casting into a hydraulic fixture at one of two setup stations at this cell's part load-unload area. The stack of raw castings in foreground represents a day's worth of machining.

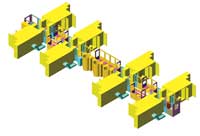
A bird's eye view of machining cells with Mori Seiki MH-633 HMCs shows an above-ground central coolant system (blue pipes above machines) that serves all three cells. Free-standing unit alongside each machine include a high-pressure coolant delivery system and a coolant mist extractor.
This is one of the three new HMC-based machining cells that have improved the efficiency of machining of gray iron castings at John Deere's drivetrain manufacturing facility.
.jpg)
The machining cell's rail guided vehicle (RGV) automatically shuttles fixtured castings between the setup stations and waiting HMCs.
John Deere Waterloo (Iowa) Works, which makes drivetrains for large (up to 450 hp) 7000-, 8000- and 9000-series John Deere agricultural tractors, has embarked on a $100-million-plus redevelopment program to modernize its drivetrain component machining operations. One aspect of the program is the drivetrain division’s transformation from a mass manufacturing operation to a lean manufacturing operation.
“We had arrived at a point in our history that required some major decisions,” explains Edward Griffith, manager of support services. “Our workforce was getting older; a significant percentage of our skilled machinists and setup people would be retiring in the next few years. Many of our machine tools were getting older and needed to be replaced. At the same time, we were expanding our product lines—we introduced 24 new tractor models in 2001 alone. It was time for us to look at the business, look at our production processes, and decide what—if any—changes we needed to make to our operation to meet our short- and long-term production requirements.



“First of all, we looked at every part we make with an eye to determining whether we should be making it,” he continues. “We identified critical parts—core business parts—that we could machine in-house, more cost effectively. Based on our projections of future business, we developed estimates for the number and types of parts we would need—and the types of machine tools that we would need to produce those parts.”
At John Deere Waterloo Works, some drivetrain components were machined on transfer lines. The transfer lines were dated (some were 30 years old), took up substantial floor space, and typically involved substantial queues of raw castings and machined parts. They were also very inflexible in that changeovers were very time-consuming, if possible at all.
Other drivetrain components were machined in successive operations on older machine tools.
The engineers at Waterloo Works decided that cells equipped with multiple horizontal machining centers (HMCs)—each cell served by its own pallet delivery system—offered the best combination of flexibility, machining efficiency and compactness. Requests for quotes were sent out, and the staff evaluated several different machine tool manufacturers.
Full turnkey installation
From the onset, Waterloo Works decided to go with a full turnkey installation. Thus, the machine tool builders bidding for the project were evaluated not only on the strength of their machine tools but also on their perceived ability to handle the entire turnkey project as well as for such considerations as service and reliability.
Ultimately, Waterloo Works chose the Model MH-633 HMC, made by Mori Seiki USA, Inc. (Irving, Texas) and distributed by Yamazen Inc. (Schaumburg, Illinois). The project was handled by Yamazen’s Ankeny, Iowa, office and Mori Seiki’s Chicago Tech Center. “We wanted the right machine for the job,” explains project manager Kallin Kurtz. “One of the [reasons we decided] in favor of the MH-633 is that it has one of the largest workpiece envelopes in the industry for a 600-mm machine. Some of the other builders we talked to quoted 800-mm machines for some of our parts, which would have increased our project costs considerably. Getting the large envelope, which satisfied our part size requirements, enabled us to hold down the cost of the project.
“Another factor was that Mori Seiki manufactures its own pallet pools instead of integrating a unit supplied by a third party,” Mr. Kurtz continues. “We were concerned about conflict between vendors should problems arise. We felt that we would have better control of the process if the same company that supplied the HMCs also supplied the pallet delivery systems.”
“Another factor in the selection of the MH-633—Waterloo Works’ first purchase of a Mori Seiki machine—was that as our business redevelopment program continues, we will also be purchasing lathes, VMCs, grinders and other different types of machine tools,” Mr. Griffith adds. “We wanted to be able to standardize as much as possible on drives, controls, spare parts and so forth, and Mori Seiki has one of the largest offerings of equipment of the machine tool suppliers we considered.” Yamazen assumed responsibility for the turnkey installation, which not only included installing the HMCs and pallet pools but also supplying the holding fixtures, a high-pressure coolant delivery system, mist extractors and integral assistance for a central above-ground, combination coolant-recycling and chip extraction system.
The Cells
Yamazen installed three cells in one of Waterloo Works’ newer, single-level buildings. Each cell consists of four or more HM-633 HMCs—and can accommodate as many as eight machines—arranged on either side of a linear pallet pool. The cell’s operator uses an air hoist to lift a cast iron drivetrain component from a modest queue at the cell’s load-unload station and load it in a hydraulic fixture in one of the station’s two setup stations. The operator secures the part in the fixture with the push of a button and closes the setup station’s doors. The cell’s rail guided vehicle (RGV) travels to the setup station, collects the pallet with the fixtured part and delivers it to a waiting HMC.
Each HMC is a four-axis machine with an indexing pallet changer, enabling four sides of the casting to be machined in one setup if necessary. Each cell is designed to machine one or more families of parts for John Deere 7000-, 8000- and 9000-series tractors. All of the HMCs are equipped with large-capacity tool magazines, enabling them to go from one part to another in the same family, and in some cases to go from a part in one family to a part in another family, without having to make tool substitutions in the tool magazine.
Machining To Order
“The cells enable us to build to demand instead of batch processing,” Mr. Kurtz continues. “We’re machining whatever our assembly line requests and in the order that they request it. Each cell can produce any of the family or families of parts assigned to it without any downtime for setup changes, making it economical to machine parts in lot sizes of one if desired.”
Currently, Waterloo Works processes 15 different parts through the cells. Cell No. 1 is dedicated to a single product, axle housings, and consists of five HMCs. Cell No. 2 is used to produce pump drive housings, range box housings and transmission manifolds and has six HMCs. Cell No. 3 machines transmission covers and power take off housings and has four HMCs. The cells run on three shifts, 5 days per week (6 or 7 should it become necessary). They are attended by five operators whose main task is to load raw castings in the setup stations and unload finish machined parts ready for the assembly line.
Other Elements
The turnkey installation involved considerably more than just the HMCs, pallet pools and AGVs. The efficiency of the cells as cast iron-machining systems was heightened with the addition of the following systems:
Hydraulic fixtures: These fixtures, which are made by New Ulm Precision Tool (New Ulm, Minnesota), speed and simplify loading and unloading of castings at the setup station. The castings are securely clamped with the push of a button; the operator is spared the task of securing the casting with an impact wrench or torque wrench.
According to Joe White, Yamazen’s project coordinator assigned to the Waterloo Works full time, all of the castings are distortable if too much clamping pressure is applied. The hydraulic fixtures ensure that the right pressure is applied on a consistent basis. Plus, with manual fixturing, there is no way for the machining center to know that the part is properly clamped. The hydraulic fixture provides a signal that the part is properly clamped, and the fixture doesn’t leave the setup station unless it registers the proper pressure setting.
“For hydraulic fixturing, the design is really clean,” adds Mr. Kurtz. “There’s no external piping to trap chips; the fixture comes out of the machine relatively clean. Also, the fixture design avoids most of the maintenance problems common to hydraulic fixtures.”
High-Pressure Coolant: Every MHC is equipped with a ChipBlaster high-pressure coolant system (made by ChipBlaster Inc., Meadville, Pennsylvania) that delivers coolant to the cutting zone at 1,000 psi when coolant tools are used. Use of the high-pressure coolant system has resulted in significant improvements in tool life.
Mist Extractor: A MistBlaster (also made by ChipBlaster) extracts coolant mist from the HMC’s machining zone and returns it to the central coolant system, eliminating coolant contamination of the shop air. “In fact, the air that MistBlaster discharges back into the plant is actually cleaner than the ambient plant air,” notes Yamazen’s Mr. White.
Combined Central Coolant and Chip Removal System: This central processing system (produced by D. E. Smith, Dubuque, Iowa) sucks chip-laden coolant from the HMC and returns it via piping to a central coolant processing unit. The chips are extracted and exhausted to bins for recycling. After the coolant is filtered and its concentration adjusted (if necessary), it is returned to the machine tools. Main advantages of the system are consistent coolant temperature and coolant concentration from cell to cell and from machine to machine.
Cutting Tools: Cline Tools And Service Co. (Newton, Iowa), a manufacturer of special tools and a long-standing supplier to Waterloo Works, was chosen by Deere to provide the cutting tools for the cells. The firm provided special drills and boring tools for the project as well as tooling from Sandvik and Komet.
“We’ve converted from your typical boring bars to automotive-type tooling,” Mr. Griffith explains. “We’ve moved to more robust tools so that operator intervention such as setting tools, tweaking boring bars, that type of thing, has been totally removed from the process.” Mr. Kurtz adds that “reamers are being used increasingly in place of the more traditional single-point boring bars, and we’re using a lot of milling cutters from Sandvik with high shear geometries for faster metal removal rates.”
Assessing The Gains
The first machining cell, the axle housing cell, provides the most visible demonstration of the benefits that the cells provide to Waterloo Works. The five-machine cell, which occupies no more than 8,000 square feet, currently produces all of the axle housings required for the 7000-, 8000- and 9000-series tractors. Previously, the axle housings were machined on three separate transfer lines that together occupy about 64,000 square feet. The now-silent transfer lines, located directly across the aisle from the busy new machining cell, will be removed to free up the floor space.
The space savings is particularly significant because Waterloo Works will be moving machine tools from its high-rise buildings to its newer single-level buildings. If the plant had not found room for the displaced machines through elimination of the transfer lines, a building expansion would have been required.
“Along with the space savings, the new cells permitted manpower reductions,” adds Mr. Kurtz. “That is due largely to the fact that the cells are designed to operate with minimal operator intervention. The primary responsibility of the cell operators is to load and unload parts. We have put a great deal of effort into identifying non-value-added activities and eliminating them where possible”
“The axle housing cell greatly reduced the amount of raw castings and finished parts taking up space on the plant floor,” Mr. Griffith adds. “Where we had 40 days of inventory at the transfer lines, we have only 2 days of inventory—1 day’s worth of raw castings and 1 day’s worth of finished parts—between machining and assembly. The inventory reduction also reflects a much faster response of the machining cells to part orders from the assembly department.
“Also, parts produced on the transfer lines would often go to other machine tools for some additional holes, and then they’d get washed . . . . They’d go through multiple handlings before they were ready to go to assembly,” Mr. Griffith continues. “By contrast, the parts exit the machining cell completely processed and ready for assembly. The parts are not only washed in the cell, but also deburred and marked with an ID.”
The three cells are also delivering significant savings in machining times. A 10 percent reduction in cycle time was achieved in the machining of the axle housings, the family of parts with the shortest machining cycles. Cells two and three, which process longer running parts with more extensive machining, have posted cycle time reductions ranging from 20 to 40 percent.
“One of the biggest benefits from this project has been the cultural benefit,” Mr. Griffith notes. “We did things that some said couldn’t be done.”
Mr. Kurtz agrees. “This project has helped transform the manufacturing engineering mindset here,” he says. “We not only changed the way we cut chips, but we also changed the way that people around here THINK about cutting chips.”
















Related Content

Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More