
Multitasking Offers Medical Benefits
This shop uses a bar-fed turn-mill with a B-axis milling spindle and custom workholding strategies to more competitively machine components complete for low-margin medical devices.
.jpg;width=70;height=70;mode=crop;format=webp)
This article was the cover story for Modern Machine Shop's May 2016 issue. Subscribe here.
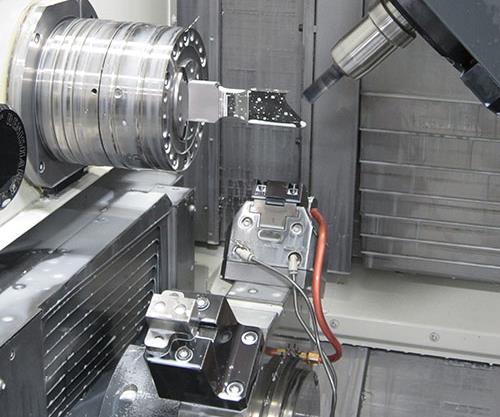
Alpha Manufacturing & Design uses its turn-mill to machine medical device components such as the chisel complete (depicted in the next photo).

This 17-4 stainless steel part previously took one hour and 45 minutes to complete and ran across four machines. The turn-mill with B-axis milling spindle now machines it complete from rectangular barstock in 35 minutes.

Key design elements of this turn-mill include a milling spindle providing ±95 degrees of B-axis rotation, dual automatic toolchangers (24 tool stations for each side), lower turret modified with pneumatic clamps and supports for long workpieces, and a quick-change collet chuck system with collets that can accept round or rectangular barstock. In addition, a high-pressure coolant-delivery system is said to help extend tool life and improve workpiece surface finishes.

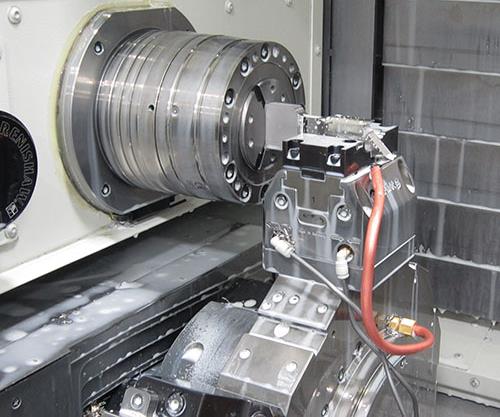
Inside the Super NTMA turn-mill.

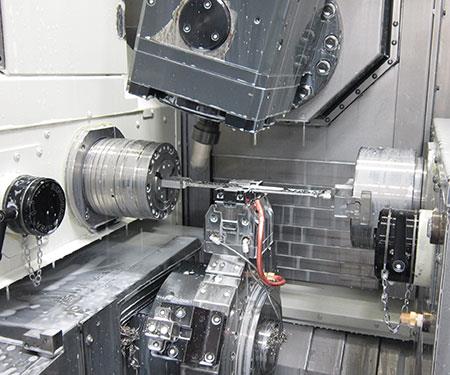
Here is a sample of the parts produced on the turn-mill. Pinch turning is commonly performed to machine long workpieces. Having static tools in the milling spindle and turret cutting simultaneously minimizes deflection due to tool pressure, because the radial forces of the opposing tools counteract each other.
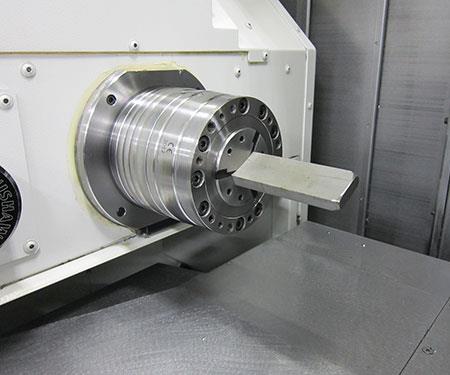
The shop uses round and rectangular barstock with its turn-mill.

Changing between round and rectangular barstock is just a matter of installing a new collet into the quick-change collet chuck system and moving the bar feeder away from the machine to access and install a urethane spindle liner.

The urethane spindle liner is matched to the size and shape of the new stock.
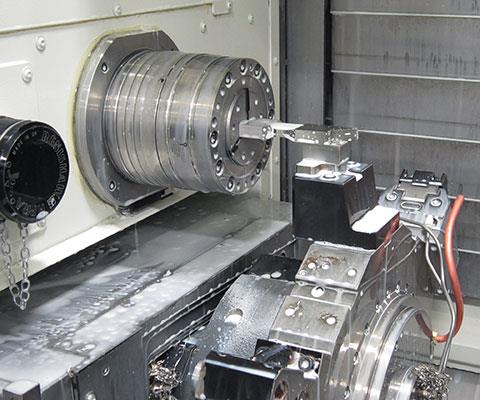
Only a few stations on the turn-mill’s lower turret have tools for turning or parting off workpieces. Work rests have been installed on others to support material extending out of the main spindle during milling operations to prevent chatter. Three other stations have been fitted with pneumatic clamps.
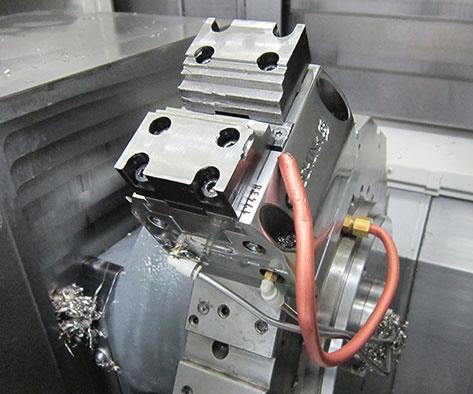
Stepped jaws on the clamp enable it to grip workpieces of multiple widths.
Here, the stepped jaw is shown gripping a workpiece.
Alpha found that by positioning the B-axis head 15 degrees from vertical, this ballnose end mill could finish a groove on the chisel part twice as fast as when it was oriented normal to the workpiece surface, while leaving behind a better finish.

Close-up of the groove on the chisel part.
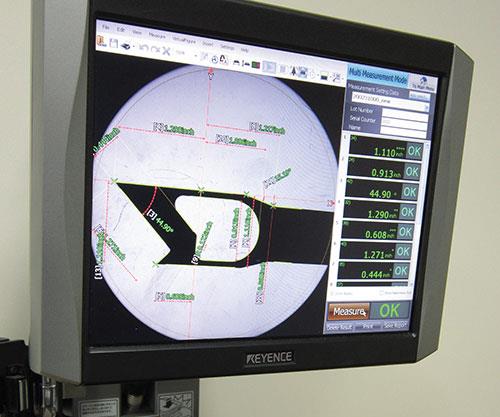
Faster component production caused the shop’s quality department to become a bottleneck. That spurred it to add equipment such as this Keyence IM series measurement system that uses a large-diameter lens and a CMOS camera to automatically measure as many as 99 points simultaneously.



Early on, machine tool purchasing decisions at Alpha Manufacturing & Design were largely driven by specific new jobs it won. Ben Garden, who launched the Warsaw, Indiana, shop in 2008, started with a couple VMCs, anticipating his startup company would encounter a good deal of milling work from its first customer. The situation was similar when the shop added wire EDM and a Swiss-type lathe. Today, Alpha has 18 CNC machines, counting additional VMC, Swiss-type and EDM capacity (including sinker EDM) as well as a gundrilling machine.
Conversely, its most recent machine addition, the shop’s most significant investment to date, represents a departure of sorts from the job-driven approach to equipment selection. In short, its new multitasking turn-mill was added to machine parts that primarily require milling work complete from barstock, as opposed to the shop’s previous method of starting with blanks and running them across multiple pieces of equipment.



Mr. Garden, company president, explains that this capability is particularly important given that nearly 100 percent of Alpha’s business is devoted to creating components and assemblies for medical devices and instruments. “Although the profit margins for high-volume medical implants are quite nice, margins are much tighter for the tools surgeons use to manipulate them,” he says. “In many instances, medical companies come close to giving away the devices with their implant components. This spurs shops like ours to work even harder to find ways to decrease setup and cycle times so as to minimize overall production time and cost for machined parts that commonly don’t exceed batch sizes of 500 units.”
Alpha’s new bar-fed turn-mill with B-axis milling spindle, lower tool turret, and main and subspindles of equal horsepower was purchased to enable parts to be dropped complete, commonly using a 3+2 five-axis machining strategy. The goal in considering this machine was to minimize the number of times parts were touched while maximizing the milling spindle’s uptime by continuously feeding material into it via the bar feeder. Since purchasing the machine, Alpha has implemented custom workholding and tooling strategies that have enabled the shop to become even more effective at reducing cycle times while boosting the flexibility of an already flexible machine
tool platform.
The Move to Multitasking
Prior to starting Alpha, Mr. Garden worked as a development engineer for a medical device company. When he was presented with the opportunity to open his own machine shop, he naturally decided to focus on providing parts and assemblies for that industry.
Today, the company has reached a pivotal point in its history. At the time of my visit in March, Alpha was finalizing the installment of machines and ancillary equipment in its recently expanded facility. The now 20-person shop doubled its size with an 18,000-square-foot addition with improved lighting and air conditioning. Part of this includes a rapid prototyping and one-off-device manufacturing area with dedicated personnel and equipment, including a VMC, turning center, Swiss-type lathe, wire EDM and manual machines. In total, this expansion with new equipment represents a $5.6 million investment.
Early on, Alpha recognized the advantages of bar-fed Swiss-type lathes with live tooling for smallish parts that primarily required turning operations, but also needed some milling work. Given the bottleneck it was experiencing running some larger, more prismatic titanium and stainless steel components (many of these requiring more milling work than turning), the shop looked for a machining platform that similarly offered that type of bar-fed, turning/milling capability to machine those parts complete.
The machine it chose was a Nakamura-Tome Super NTMX purchased through Meredith Machinery, which has a location south of Indianapolis in Greenwood, Indiana. (Methods Machine Tools Inc., Sudbury, Massachusetts, is the exclusive North American importer of Nakamura Tome machines.) Mr. Green says not only did this turn-mill have the capabilities Alpha wanted, but the shop has always appreciated the service and support Meredith has provided to it over the years, having purchased a number of machines from the distributor. In this case, Meredith even took the risk to do a runoff of the machine at its facility before Alhpa placed a purchase order.
A B-axis milling head is the signature feature of this Super NTMX, one that causes the machine to resemble a five-axis mill more than a turning center. In fact, that’s why the shop selected some of its “mill guys” to be the first to learn how to program, set up and operate it.
The 12,000-rpm, 10-hp milling head indexes 190 degrees (±95 degrees) and can perform milling and turning operations on barstock clamped in the main spindle. It can also perform backworking operations on parted-off workpieces clamped in the subspindle. Both the main and subspindles offer the same 14.75 hp and maximum rotational speed of 5,000 rpm.
Although the machine is capable of performing full five-axis contouring work by combining simultaneous rotation of the B-axis head and C-axis main spindle during a cut, Alpha primarily performs 3+2 five-axis positioning work. This is largely because most devices don’t require the type of intricately sculptured surfaces that full-five-axis machining can generate. Instead, the C axis of the main spindle is used to index the barstock into position, while the B-axis head is similarly locked into whatever rotational angle is needed. Then, milling proceeds as it would for a conventional three-axis operation. (The same process is carried out for backworking operations on parted-off blanks clamped in the subspindle.) The advantage here is that a single milling spindle on a single piece of equipment can access all sides of a part to drop it complete.
According to Nakamura-Tome, a key design feature of this turn-mill’s head is the relative short distance from the face of the milling spindle to the center pivot point of B-axis rotation. The shorter this distance, the shorter the arc the tooltip must travel to reach the desired angle. Minimizing the overall length of the tool from its pivot point is said to reduce the effect of runout in the tool/toolholder assembly while preserving the rigidity of the tool.
The Super NTMX also has a 24-station lower turret that the shop uses for turning and parting-off operations. In addition, it has the option of loading a static cutting tool in the milling spindle to perform pinch-turning operations in conjunction with a tool in the lower turret. Pinch turning is commonly performed to machine workpieces having high length-to-diameter ratios. This minimizes deflection due to tool pressure, because the radial forces of the opposing turning tools counteract each other.
Alpha also uses the lower turret in conjunction with the milling spindle in other ways. The shop has added work tailstocks, supports and pneumatic clamping devices to some of the turret stations to enable more effective milling operations with the B-axis head. When work supports are positioned under flat features, they counteract tool pressure from above, minimizing chatter and enabling the milling spindle to take more aggressive cuts. The same can be done with Schunk pneumatic clamps that were added to three turret stations. The gripping power of these devices can provide added support at the end of parts extending far out of the main spindle, or in the middle of parts clamped in both the main and subspindles.
A 17-4 stainless steel chisel with a tricky knife feature that is a good example of how these workholding devices are effectively used. The somewhat rectangular chisel part, which requires machining on all six sides, previously ran across four machines and took one hour and 45 minutes to complete. The trickiest operation was creating the hollow knife feature at the business end of the chisel, which has a wall thickness of only 0.1 inch.
Initially, two VMCs were used to mill features along the length of either side of the chisel, and then the work-in-process chisel was installed in another VMC fixtured with the knife end sticking up. Alpha first tried using a standard end mill to create the hollow feature, but significant chatter made it impossible for this single tool to machine away all of the material. The shop then tried a tapered cutter, which worked better, but chatter again became an issue as the walls became thinner. This forced Alpha to combine a preliminary milling operation with the tapered cutter followed by a non-contact sinker EDM operation to bring the walls to the proper thickness.
Now, the turn-mill machines the part complete from rectangular barstock in 35 minutes. A pneumatic chuck grips the knife portion of the chisel to provide support and eliminate chatter, while the milling spindle machines away material to create the hollow feature.
Although rectangular barstock is more costly than round barstock, the shop feels it makes sense for components such as this that are largely rectangular and need no turning work. Although round barstock of an appropriate diameter could be used, it would require much more material removal, extending cycle times and reducing per-part tool life.
Changing from round to rectangular barstock (and vice versa) on this turn-mill is simple. The machine’s Quick Load Servo S3 bar-feed system from LNS America has a retraction system that enables it to be easily disconnected and then pulled back and away from the machine. Operators can then access and change out the urethane spindle liner to match the appropriate type of barstock to be used for the next job.
In addition, the Super NTMX is fitted with a Spanntop quick-change collet chuck system from Hainbuch, which enables change-overs of collets to accommodate a new barstock size or type in a matter of seconds. To remove a collet, an operator inserts a trigger-activated clamping fixture into the collet face and then pulls the trigger to release and remove the collet from the chuck. He then inserts the fixture into the new collet, pulls the trigger, inserts the new collet into the chuck and releases the trigger to lock it into the chuck.
Tooling Considerations
Mr. Garden says another interesting design feature of the Super NTMX is its dual automatic toolchangers (ATC) providing 48 tool stations. A 24-station ATC is located on either side of the machine, and both are accessible through doors at the front of the machine. Operators are able to change tools for upcoming jobs while the machine is running to minimize setup time for that next job. Alpha tries to standardize on tool types and ATC positions, but some jobs require non-standard tools. In these cases, the machine has two Renishaw high-precision removable arm (HPRA) tool-setting probes, one located near the main spindle and the other near the subspindle, that can measure tool offsets automatically.
Plus, the ATC system offers an “autosort” software function that saves cycle time by identifying the ATC with the correct next tool that is closest to the current position of the milling spindle to minimize downtime between tool changes.
Alpha is also learning that the B-axis rotation can be helpful not only for accessing many areas of a part, but also for optimizing cuts and tool life. For example, the chisel part has two radiused finger grooves down the length of either side of its handle. Initially, the shop took multiple passes with a small-diameter ball end mill to sculpt away each groove. It then changed to a ball end mill with a diameter larger than the width of the groove, plunging in perpendicular to the surface to the appropriate groove depth and driving the tool axially to complete the groove in one pass. The speed and finish of this operation still didn’t seem optimal, however.
Mr. Garden says a cutting tool representative suggested using the B axis to tilt the tool 15 degrees from perpendicular, then plunging down and driving axially across the handle in much the same way as before. In doing so, the shop was able to find a “sweet spot” of sorts for this tool that enabled it to push it twice as fast as before, while extending tool life and leaving behind an excellent surface finish.
Safety Through Software, CNC Capabilities
Included with the Super NTMX is TruePath TurnMill from Camplete Solutions, which is a verification, optimization and postprocessing software package dedicated to this specific brand of machine. This software uses detailed machine models provided from the machine tool builder to perform an offline simulation of a new part program. Collision detection is performed among the machine components, tooling, fixturing and workpiece to ensure the program will run safely on the machine.
Simulation also offers a chance to optimize a process. For one program, the simulation that showed the turn-mill’s main spindle sitting idle while the lower turret was performing a parting-off operation and the subspindle was picking off that part for backworking. Noticing this, the programmer (in this case Matt Meredith, applications engineer for Meredith Machinery) directed the milling spindle to change tools as those events were happening rather than waiting until after they were completed.
The shop tries to overlap movements and operations in this way to minimize overall cycle times, as in another example whereby an idle lower turret was directed to begin turning operations on the next part in the main spindle as the B-axis milling head was performing backworking cuts on a part in the subspindle. In another instance, simulation showed that a long tool could be replaced with a shorter one for a given operation, as there would be no risk of toolholder or spindle collision. This change resulted in higher cutter rigidity and the ability to perform more aggressive cuts.
In addition to optimizing operations, TruePath is used to create the postprocessor for each new job. In some cases, the shop will hire an outside company, such as Meredith, to write part programs. Although Alpha programmers use Surfcam CAD/CAM software, outside companies might use different software. This isn’t problematic because TruePath is able to take the tool paths generated by those other CAD/CAM packages and generate a postprocesser to create the NC code to run that new job on the Super NTMX.
The turn-mill’s FANUC 31i-A5 two-path CNC includes one final safety net to prevent major machine damage: the overload-detecting “air bag” function specific to Nakamura-Tome equipment. Within 8 milliseconds of detecting an impact (via servomotor load spike), feed direction is reversed and the machine then stops in emergency stop mode (EMG). Mr. Garden says there have only been a couple instances in which the air bag function was activated on Alpha’s machine, likely because a tool wasn’t touched off properly after being changed. However, this safety function saved the shop from paying to repair a spindle and losing production time for the only such machine on the floor.
New Bottlenecks Are Good Things
Although the Super NTMX has been installed for more than a year, and Alpha now has two employees who can program it and three who can operate it, the shop isn’t “sprinting” with it yet. In fact, for some new jobs, programmers will add M-00 program stop codes largely as a means to enable operators to monitor tool life after select operations. They eventually remove those codes from the program and add a parts counter once they have a sense as to what type of tool life to expect.
That said, while the shop isn’t pushing the turn-mill as hard as it could for now, it has still benefited from higher part throughput. In fact, this improved throughput ultimately created an inspection bottleneck.
Most of Alpha’s parts are 100-percent inspected, and components such as the chisel can have numerous features that must be measured. This spurred Alpha to invest in new inspection capabilities for its quality department to speed part measurement. One example is the Keyence IM series Instant Measurement System that extracts measurement points with a large-diameter lens and a specially designed CMOS camera. In a matter of seconds, it can automatically measure as many as 99 points simultaneously, significantly reducing inspection time.
Similarly, the shop has added a laser marking machine and, at the time of my visit, was in the process of validating a new parts cleaning and citric passivation line. Bringing these capabilities in-house will further speed turnaround time to Alpha’s customers.
Given that Mr. Garden has worked to implement a culture of continuous improvement at Alpha, I’d imagine he actually appreciates when new production bottlenecks like these emerge. That’s because continuous improvement can’t happen if you’re not continuously identifying new bottlenecks to open.
















Related Content

Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More