Recognizing the Swiss Advantage
A growing number of job shops have realized that multifunction Swiss-type lathes can make them more competitive. This Ohio shop explains how and why it integrated its first Swiss-types and shares some of what it has learned along the way.
.jpg;width=70;height=70;mode=crop;format=webp)
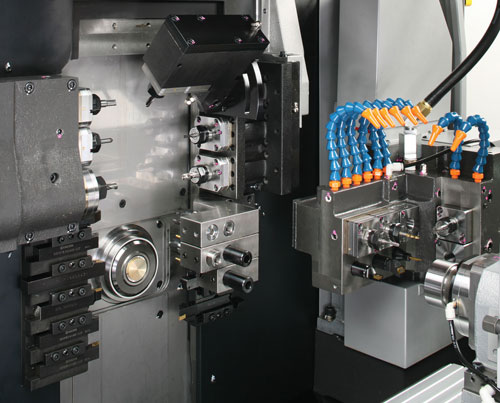
Before purchasing a complex Swiss-type lathe like this one, VTD Systems started with a more basic Swiss-type with fewer live tools. That way, the learning curve wasn’t overly steep or overwhelming.
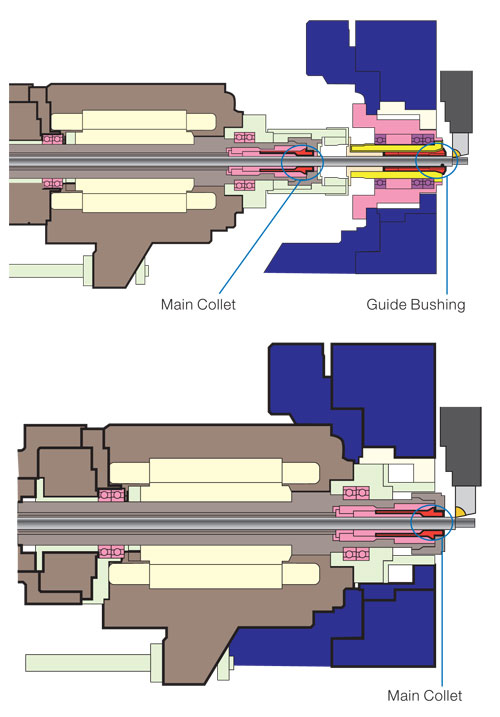
In a typical Swiss-type (sliding headstock) lathe, the barstock is supported by a guide bushing with cutting tools located very near the bushing (this is shown in the top image). Cutting forces are absorbed by the guide bushing, preventing distortion in the workpiece. This is especially important for long, thin workpieces with a length-to-diameter ratio that exceeds 3:1.The first Swiss-type that VTD Systems purchased, however, enables the guide bushing assembly to be removed. That way, short parts can be rough- and finish-turned similar to a conventional lathe. The other image shows the machine setup with the guide bushing unit removed.

This SS32 is the shop’s newer and bigger Swiss-type, accommodating barstock up to 32mm in diameter.

This BE20 was the shop’s first Swiss-type. It offers the flexibility to run with or without the guide bushing.
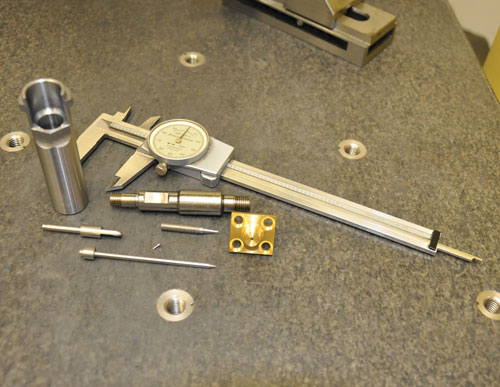
Here is a sampling of parts created on the shop’s Swiss-types using the guide bushing. These tend to be long and thin.
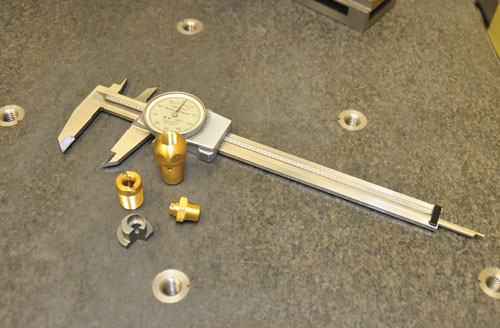
This image shows shorter parts created with the BE20 machine in chucker mode.

Programming can be a challenge for shops that aren’t familiar with Swiss-type lathes because it requires effective management of two programs that run simultaneously for the main and secondary spindles. It is important to coordinate programs so they do not interfere with each other.

VTD Systems hadn’t machined extremely small parts until it bought the Swiss-types. Operators must become comfortable handling small parts and working with alternate inspection devices such as microscopes.



Screw machine shops were the first to integrate CNC Swiss-type lathes when they were introduced some years ago. Such shops primarily used cam-actuated screw machines for parts production because that equipment offered speed, reliability and productivity for high-volume work. CNC Swiss-types complemented those shops’ mechanical machines by providing the flexibility to produce smaller batches of precision turned parts.
These days, more general job shops are augmenting their conventional milling and turning equipment with CNC Swiss-types. That’s largely because the machines offer both turning and milling operations. This makes it possible to drop intricate parts complete rather than running workpieces across multiple machines.



Elyria, Ohio’s VTD Systems is one such shop. Robert Vilagi Jr., the company’s president, believed Swiss-types would allow him to diversify his shop from others in the area. That’s happened. He admits, though, that ramping up on the Swiss sliding-headstock machine platform was his shop’s most challenging endeavor. However, it’s also arguably been his best business decision. His two Swiss-types have helped win new customers and score more work from existing ones. In fact, the machines are currently so busy that he will likely soon purchase a third.
During a recent visit, Mr. Vilagi and Kirk Filker, his shop supervisor, discussed the challenges they faced with integrating the Swiss-types and shed light on some of what they learned along the way.
Swiss Addition
Mr. Vilagi started VTD Systems 17 years ago in a small, rented facility using manual machines for tool and die work. Today, he has 10 CNC machines—five VMCs, one HMC, two turning centers and two Swiss-types—housed in a 9,000 square-foot facility he built on a 4-acre plot in 2004. The shop processes various materials ranging from plastics to stainless steel. It primarily serves automotive, aerospace, medical, military and industrial equipment customers. The 20-person company has experienced 10 to 20 percent growth every year since its inception, and 2010 is no exception.
Previously, VTD Systems’ high-production turning machine was a CNC lathe with a barfeeder. That machine is still a viable option when batch sizes are in the hundreds, no milling work is required or the workpieces are fairly big. Now, though, the shop’s two Swiss-types do the bulk of the production turning work.
Swiss-type lathes are a different breed of turning centers. They effectively bring the workpiece to the tool, not the other way around. They hold and move barstock using a collet and support the barstock using a guide bushing (see the top drawing on this page.) Cutting tools are held stationary on the Z-axis while the collet pushes the barstock through the guide bushing and past the tool. The guide bushing provides support for the barstock very near the point of the cut, allowing long, slender parts to be produced without deflection or vibration.
Mr. Vilagi bought his first Swiss-type three years ago—a Tsugami BE20 from REM Sales that accepts barstock diameters as large as 20 mm. (Located in Windsor, Connecticut, REM Sales is the exclusive North American importer of Tsugami machines.) The machine was purchased through Technical Equipment Sales, an area machine tool distributor with which the shop has developed a good relationship.
He chose this machine for a couple of reasons. First, it was a relatively uncomplicated model as far as Swiss-types go. It offers three live tooling stations on the main spindle to enable drilling and milling operations, but none on the secondary spindle. Second, this machine is a “convertible,” meaning the guide bushing unit can be removed to allow the machine to perform turning operations like a conventional lathe.
Mr. Filker was tasked with learning how to program and operate the BE20. Although the 30-year shop veteran had both milling and turning experience, he had never worked with Swiss-types. The fundamental machine functions didn’t throw him. Rather, programming proved to be the biggest challenge because two programs run simultaneously for operations performed on the main and secondary spindles. Mr. Filker says the trick is to coordinate the programs so they don’t interfere with each other while balancing the work between the main and secondary spindles. M500 wait codes are used to pause programs as needed to avoid interference between simultaneous operations. The shop has recently upgraded its GibbsCAM software to support Swiss-types, which will speed programming time.
Mr. Filker also had to start looking at workpieces in a different way. Some long, complex parts must be effectively divided into segments. That’s because once machined, the barstock cannot be retracted very far back into the guide bushing. This makes it challenging to produce complex profiles such as Acme threads because each segment must blend together flawlessly. The length of the segments depends on the length of the guide bushing’s supporting land.
Guide or No Guide?
Approximately 80 percent of the work performed on the BE20 machine is carried out using the guide bushing. That said, the chucker option offers a few advantages. For instance, it eliminates the need to purchase pricey, ground barstock, which is commonly required when a guide bushing is used. Ground barstock can cost as much as four times more than cold-drawn stock. In addition, it allows the shop to consume more of each piece of barstock. Unused barstock remnants measure 10 inches when the guide bushing is used, but are only 4 to 5 inches when the machine is used as a chucker. Most remnants are recycled, but some are used for jobs on the shop’s conventional turning centers.
Mr. Filker says it takes approximately 3 hours to change the BE20 from guide bushing mode to chucker mode. When not in use, the guide bushing assembly is stored in an enclosure inside the machine. The shop schedules multiple jobs in groups according to whether they will be processed with or without the guide bushing to minimize the number of times it has to changeover the machine (it typically changes the machine once a month).
Whether a job runs with or without a guide bushing depends on workpiece geometry. Essentially, short, stout parts can be run without the guide bushing. Long, slender parts with length-to-diameter ratios larger than 3:1 should be machined using the guide bushing because of the support the bushing provides at the point of the cut.
What They’ve Learned
The shop’s second Swiss-type machine, purchased a year or so after the first, is a larger Tsugami SS32 unit that offers 32 mm of barstock capacity and 11 live tooling stations (live tooling is available for both the main and secondary spindles). The SS32 facilitates complete machining of bigger parts as well as those that require a greater number of milling and drilling operations. Mr. Vilagi says one reason he decided to purchase another Tsugami machine through Technical Equipment Sales was the prompt service and technical help the distributor provided on tough projects. He notes that this healthy relationship has contributed significantly to the level of success and competitiveness his shop has achieved. This relationship mirrors his own shop’s focus on serving its customers.
Although VTD Systems continues to refine its Swiss machining processes, it offers a few suggestions for others that might be considering a Swiss-type:
It’s best to start out simple. Because the shop had no experience with Swiss-types, it first purchased a relatively basic machine to get its feet wet. With three live-tooling stations just for the main spindle, the BE20 machine is sufficiently versatile without being overly complex or overwhelming.
Consider a convertible. The first jobs the shop ran on its BE20 didn’t require the guide bushing unit. By having a machine that can perform conventional turning operations, shop personnel can get comfortable with a Swiss-type while learning the ins and outs of the alternate machine platform.
Realize you can run unground barstock through a guide bushing. At first, the shop used only ground barstock when machining with the guide bushing. However, it has found that some barstock providers hold their typical cold drawn barstock to accuracies that are sufficiently precise to be pushed through a guide bushing. Plus, some guide bushing suppliers offer oversized models that can be adjusted to accommodate slightly oversized stock. For example, a bar of half-inch stock may have a diameter tolerance of 0.499 to 0.503. A sticking problem is likely to arise if a bar measuring 0.503-inch is pushed through a standard 0.5-inch guide bushing. It’s possible, though, to use a 0.505-inch guide bushing and adjust it down to accommodate the 0.503-inch bar. This strategy can make a shop more competitive on price because its material costs are lower.
Examine your compressed air supply. VTD Systems currently has a 15-horsepower air compressor that serves all the machines in its facility. Mr. Vilagi says he will soon upgrade to a 25-horsepower model because Swiss-types tend to require more compressed air than other machine tools.
Look for potential new operators with lathe experience. In identifying potential operators for Swiss-types, consider those with CNC lathe experience before people more familiar with milling machines. Operators with turning experience are likely better candidates for Swiss-types because they have a better feel for orientation of the axes.
Find a tooling rep that will work with you. Cutting tool reps differ, but it pays to identify one that will make the effort to get to know your company and its needs. By having a vested interest in the success of your company, he or she will be able to help identify ways to improve your processes so you can become a more effective parts supplier.
Educate your customers. Some purchasers of machined parts have a decent understanding of machine tools and their capabilities. On the other hand, others may know little or nothing about them. It’s important to educate your customers so they understand the benefits of advanced CNC equipment such as Swiss-types.















Related Content

Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read MoreRead Next

More In The Know
This shop is in the early stages of integrating Internet-based training tailored specifically to the brand of Swiss-type lathes it uses. The goal is to bring prospective employees up to speed quicker while enabling existing employees to progress to more advanced roles in the shop.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More