
Sizing up the Digital Optical Comparator
A digital optical comparator uses a CAD file instead of a template or overlay film. More importantly, the digital comparator not only measures dimensions, but it also actively compares the measurements with nominal values, thus making it truly a gage for accepting or rejecting a part.


The VisionGauge can be configured either horizontally or vertically, as dictated by fixturing and mounting considerations.
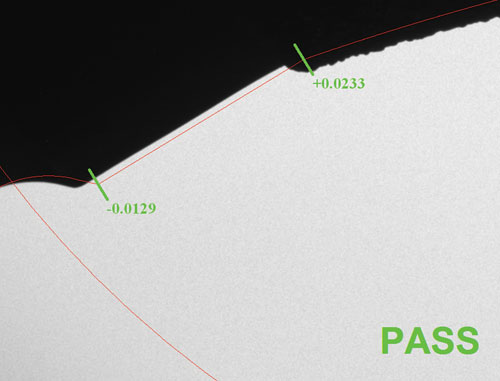
Bidirectional tolerances at various control points can be specified by the user. The system automatically computes and displays the part’s deviation from nominal at every control point. This display includes a pass/fail result at every control point as well as for the entire part.
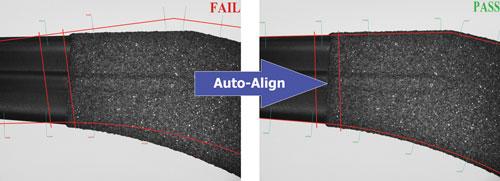
The Auto-Align feature finds the best match between the CAD data and the part image without operator intervention. This feature speeds inspection and makes it more effective.



By magnifying the image of a workpiece and projecting that image against a template that magnifies a profile of the part’s design, the traditional optical comparator magnifies the ability of the human eye to detect critical deviations. Mismatches between the projected workpiece image and the template make these deviations more obvious, enabling the user to judge whether the workpiece is acceptable.











Related Content

Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
How to Choose the Correct Measuring Tool for Any Application
There are many options to choose from when deciding on a dimensional measurement tool. Consider these application-based factors when selecting a measurement solution.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More