
Software Aids Transition To Production Mindset
Over the years, aerospace manufacturer Costa Precision has developed a reputation for taking on large, complex parts that other shops can’t handle. However, overly optimistic customer expectations and lengthy cycle times led Costa to struggle with generating revenue on the manufacturing side of its business. With a new production-oriented mindset and CAD/CAM software from Mastercam, the shop was able to maintain the high precision for which it is known while improving manufacturing efficiency and profitability.
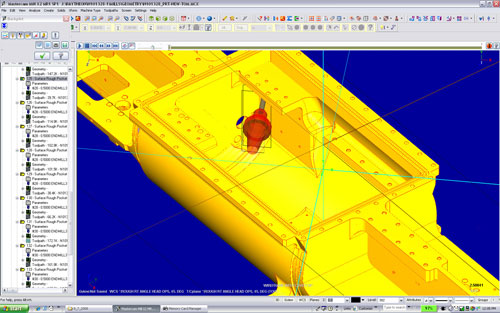
Much of the machining for this large defense part is done inside confined spaces using right-angle and multi-angle heads. Mastercam’s verification feature is used to ensure adequate clearance for the tool and holder, and simulating the manufacturing process helps the company accurately predict machining time.

Costa Precision’s Chief Operating Officer, John Mack, demonstrates the large amount of chips generated by machining large, high-risk parts from billets instead of castings. With that much machining time in each part process, optimization is essential.
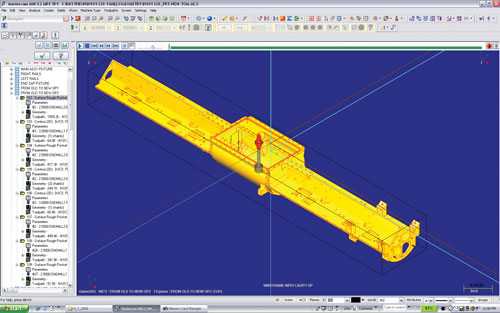
Creating tool paths for this large, complex component requires hundreds of hours of programming. Mastercam’s work coordinate system reduces programming time by allowing the tool to approach the part from a number of orientations without requiring a new file for each view of the part.
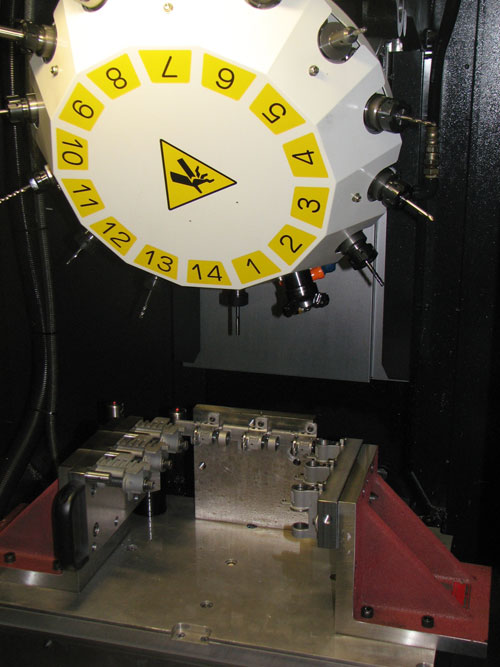
In addition to generating tool paths for a complex firearms part, Mastercam was used to design fixtures that allow the shop to perform multiple operations on eight parts within very confined spaces. This reduced costs by allowing the use of smaller machines in the manufacturing cell.



The ability to competitively manufacture highly complex precision parts goes only so far when those parts can’t be delivered to customers in a timely manner. To be successful, shops must balance the desire to keep manufacturing capabilities ahead of the curve with practical concerns about whether all the pieces are in place to make a return on a job. Aerospace manufacturer Costa Precision recently struggled with and attained this balance. In addition to a new mindset about production, Mastercam CAD/CAM software turned out to be an indispensable tool for continuing a tradition of manufacturing parts that others won’t touch while improving lead times and machining profitability.
Several years ago, management at the Claremont, New Hampshire-based company came to the stark realization that despite an excellent reputation, an experienced staff and 18 high-end CNC mills and lathes, profits were diminishing. While the engineering aspects of the business were still generating revenue, shop overhead and long machining times had reduced cost effectiveness on the manufacturing end. "To make matters worse, our on-time deliveries had fallen into the 60 percent range, which was totally unacceptable," says John Mack, chief operating officer. Ironically, Costa Precision’s core strength—its ability to bid on difficult work that other shops were unable or unwilling to undertake—was driving down profits.



The company needed to make a change, and management initially considered shutting down manufacturing operations entirely. The eventual solution might be considered counterintuitive—the company would further emphasize its strength in manufacturing large, complex parts. This time, however, it would approach all work with a production mindset, whether a contract called for manufacturing a few parts or thousands. In keeping with this new philosophy, the shop stopped soliciting prototype work unless it eventually led to a full production order. "Now, when we grapple with our customers’ most difficult parts, we concern ourselves not only with how we are going to make it, but also how we will make subsequent parts faster, cheaper and on time," Mr. Mack says. "I also think our production manufacturing mindset has made us an even better complex-part manufacturer."
One example of a typical Costa Precision project is a single-piece aluminum body for Raytheon’s AN/ASQ-235 Airborne Mine Neutralization System (AMNS), a helicopter-deployed system designed to neutralize anti-shipping mines. The end product consists of two hydrodynamically stable bodies that look like torpedoes with fins. This complex component begins as a single 10-foot-long, 3,500-pound aluminum billet. Roughing this workpiece takes hundreds of hours, after which the part is shipped across the country for straightening and heat treating. After several hundred more hours of machining, so much material has been removed that two operators can easily lift the part from the large vertical mill by hand.
According to Todd Milo, production manager at Costa, Mastercam CAD/CAM software has made a major difference in the company’s efforts to shorten cycles on such time-consuming components. The company has six seats, including X2 Mill Level 3, Lathe and Multiaxis. CAD models come to the shop in various formats, all of which are seamlessly translated into Mastercam. Mr. Milo says the software’s work coordinate system saves time by allowing users to generate programs from dozens of different orientations without having to create new views of the part. The software can also simulate the manufacturing process after part programming to accurately predict machining time and keep projects on schedule.
Mastercam also offers a number of toolpath strategies that reduce total machining time. These include high speed machining tool paths, which Costa used to cut hours off the lengthy roughing operations required for the Raytheon component described above. Throughout the development phase of this product, Programmer/Special Projects Manager Thomas Barber worked with Mastercam to select tool paths that could safely adjust feeds and speeds according to the cutter’s engagement with the material. The result was minimized air cutting and optimized material removal.
Since finalizing the design, Mr. Barber has begun another round of tool selection evaluation and toolpath optimization. He believes that with Mastercam’s process optimization capabilities, he can trim a hundred or more additional hours out of the process.
Mastercam has helped the shop not only reduce machining time, but also ensure that it maintains its reputation for high quality and precision. The Raytheon project provides an example of this as well. With no reworking allowed, there is no room for error on this costly part. One tool slip could cost the company the rough equivalent of two expensive automobiles, not to mention the fact that delivery could be delayed by as long as 10 weeks.
The machine used to cut the Raytheon component is equipped with a fifth axis that accommodates 90-degree and multi-angle heads used to machine shelves and to drill and tap within cavernous spaces. To avoid scrapping the workpiece, Mr. Barber uses Mastercam to create tool paths that minimize clearance issues. Additionally, the software’s verification features enable him to visually ascertain that stock has been removed appropriately from these spaces and that tooling and head clearances are adequate. Moreover, the types of tool paths and the sequence of machining operations selected in Mastercam helped prevent bowing in the part surface, a common occurrence when machining large, complex components from a single aluminum billet.
The shop’s new philosophy—applying its difficult part know-how to not only the part itself, but also the cost-effectiveness of the process as a whole—also led it to depart from its core focus on large workpieces. Sitting in one corner of the plant in the shadow of a large, expensive HMC are three small, relatively inexpensive VMCs arranged in a manufacturing cell. Designed by Mr. Barber and the project’s lead engineer, Steve Leclair, the cell is used for the manufacturing and assembly of five parts into a critical firearms component.
The three VMCs, all operated by one person, perform eight manufacturing operations on cast workpieces for one of the components. Programmers used Mastercam to create custom workholding fixutures designed to allow optimal tool access. Meanwhile, machining simulation helped create staggered cycles that give the operator enough time to load/unload each machine and to perform hard gaging and recording of SPC data. At any given time, there are 24 in-process parts in the cell, with three completed every 26 minutes.
In keeping with its new production mindset, Costa partnered with the firearms manufacturer to develop this machining process. The low cost of the equipment and labor reduced the cost of each part while also allowingCosta to maintain profitability. Meanwhile, the Mastercam-designed fixtures allowed the company to machine as many parts as possible in a limited workspace, further improving efficiencies and enabling the company to purchase smaller, relatively low-cost VMCs. This approach resulted ina quality component delivered at a fixed price that was lower than the firearms manufacturer could likely have achieved at its own plant. Now that the customer has signed off on the manufacturing approach, Mr. Leclair plans to revisit the process to see whether Mastercam’s toolpath strategies can further reduce manufacturing cycles.
During the past few years, Costa Precision’s efforts to ensure the requisite precision without sacrificing manufacturing profitability have paid off. In 2008, on-time deliveries were consistently between 95 and 100 percent, even in the face of sometimes overly optimistic customer expectations, and business volume increased by nearly half compared with 2007.
















Related Content

Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read More
Finally, A Comprehensive Software Solution Designed for Small Job Shops
Zel X from Siemens is an integrated software application that consolidates collaboration, design, manufacturing, and operations into a comprehensive, easy-to-use solution. From RFQ to delivery, it’s a more efficient way to handle quotes, manage jobs, make parts, and collaborate with teams of all sizes.
Read More
Fearless Five-Axis Programming Fosters Shop Growth
Reinvestment in automation has spurred KCS Advanced Machining Service’s growth from prototyping to low-and mid-volume parts. The key to its success? A young staff of talented programmers.
Read More
Improve Machining Efficiency Through Digital Twin Simulation
Full simulation of a machining cycle using digital twins can not only identify crashes before they happen, but provide insights that enable the user to reduce cycle times.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
