
The Nuts and Bolts for Getting the Gaging Fixtures Right
Gage fixtures are the key to accurate and repeatable measurements, so make sure there is no play at its joints.




Most comparative gages consist of three parts: an indicating device (a dial, digital indicator or comparator), a setting master to set the gage to the nominal dimension of the part and the actual gaging instrument itself.
Considering the high performance of today’s digital indicators and comparators — which sometimes approach the capabilities of a bench amplifier — and the documented control of measuring standards, it is tough to squeeze much more performance out of these two parts without spending more money. So, to ensure the best performance from the whole gaging station, one can get the best return by concentrating on the mechanical setup of the gaging fixture, which has the potential for the most common gaging errors.




The mechanical gaging fixture establishes the relationship between the indicating device (a dial/digital indicator) and the workpiece, so any error in the fixture inevitably shows up in the measurements. Many fixtures are designed as a variation of a C-frame shape and, as such, have a substantial cantilever subject to deflection. This problem is greatly reduced if the fixture is a solid, one-piece design.
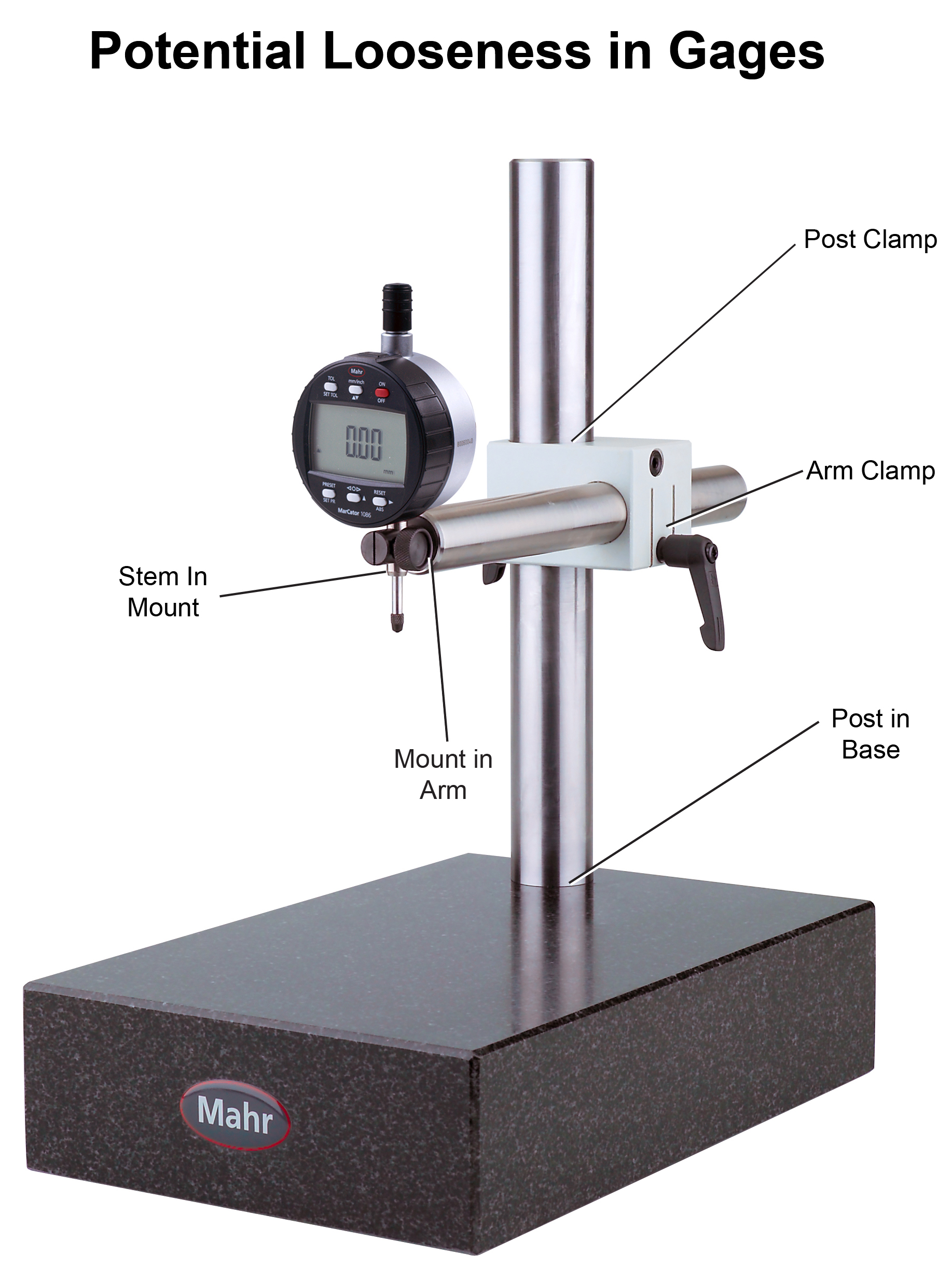
Generally, most fixtures tend to be universal, made for many different applications and adjusted to the task at hand. This is usually the universal bench stand, which typically consists of a minimum of three pieces: a base, a post and an arm. These components must be fastened together with absolutely no play between them.
As a rough rule of thumb, any movement between two components will be magnified at least tenfold at the workpiece. A little looseness of only a few millionths can, therefore, easily accumulate through a couple of joints so that measurements to ten thousandths become unreliable, which is easily visible on the high-resolution indicating device.
Tight tolerances are being called for on many parts — tighter than you can perceive by eye or touch. Looking at most gage fixtures today, the design of choice is to use a clamping split bushing type of locking mechanism to secure two gage components together.
In some designs, a set screw may be used to secure two parts together. However, no matter how tightly a single set screw is tightened, it often acts merely as a point around which components pivot. This is the reason why most comparator stands use the split clamp concept, providing more line contact between the components.
Lost motion due to play between fixture components is dangerous. There is a place on a gage, however, where a loose assembly may produce erratic readings, making the setup completely unreliable. Most dial or digital indicators offer interchangeable contact points designed to be changed by the user. Since the contact point is a wear item subject to checking thousands of parts and absorbing the start of the measurement, it is subject to a lot of force that may potentially loosen it over time, especially if it is not properly tightened when changed. Some indicators or linear variable differential transformer-type (LVDT) probes will be provided with a flat on the spindle, which is used with a wrench to hold the spindle while tightening the contact point. This is to secure a contact without applying too much force on the spindle.
In addition to ensuring that the fixture gage is locked into position to gage the part, one should also ensure the part is locked into position. Many gaging stands provide a large surface area, enabling one to measure a wide variety of parts of different shapes and sizes. This versatility, however, may cause what some could consider non-repeatable readings because the gage is not checking the same point of the part every time.
To reduce these part-influenced errors, accessory positioning devices may be used to increase the comparator’s repeatability in various applications. A flat backstop permits lateral exploration of the part for variation, while a vertical vee used as a backstop permits rotational exploration of round parts.
A vee can also be mounted horizontally, thus serving as a reference in two directions. Round workpieces may also be held horizontally between a pair of centers attached to the base for runout inspection. A second horizontal arm may be attached to the post to act as a backstop for the part to ensure all parts sit at the same gaging point. All these accessories ensure the part is secure, just like the locking devices on the stand.
Regardless of complexity, your gage fixture is the key to accurate and repeatable measurements. Make sure there is no play at its joints. Check that the instrument itself is assembled securely. And finally, confirm that the gage measures workpieces and masters at identical locations.











Related Content

5 Things CNC Operators Must Know About Sizing Adjustments
For CNC operators, sizing adjustment is an essential skill. Keep these points in mind when training new CNC users.
Read More
Determining Out-of-Roundness at the Point of Manufacture
George Schuetz, Mahr Inc.’s Director of Precision Gages, offers these techniques for measuring roundness on the shop floor.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
