
The Role of Employee Incentives in Successful Automation
This shop doesn’t emphasize lights-out production so much as leveraging automation while the lights are still on. One key to this is a wage and compensation plan that rewards employees for maximizing automation’s impact.
.jpg;width=70;height=70;mode=crop;format=webp)

C&R team member Jared Karten works at a live-tool lathe, one of the machine types important to the shop.
Mike Faltermeier oversees a pallet-pool HMC, another important machine tool type for the shop.
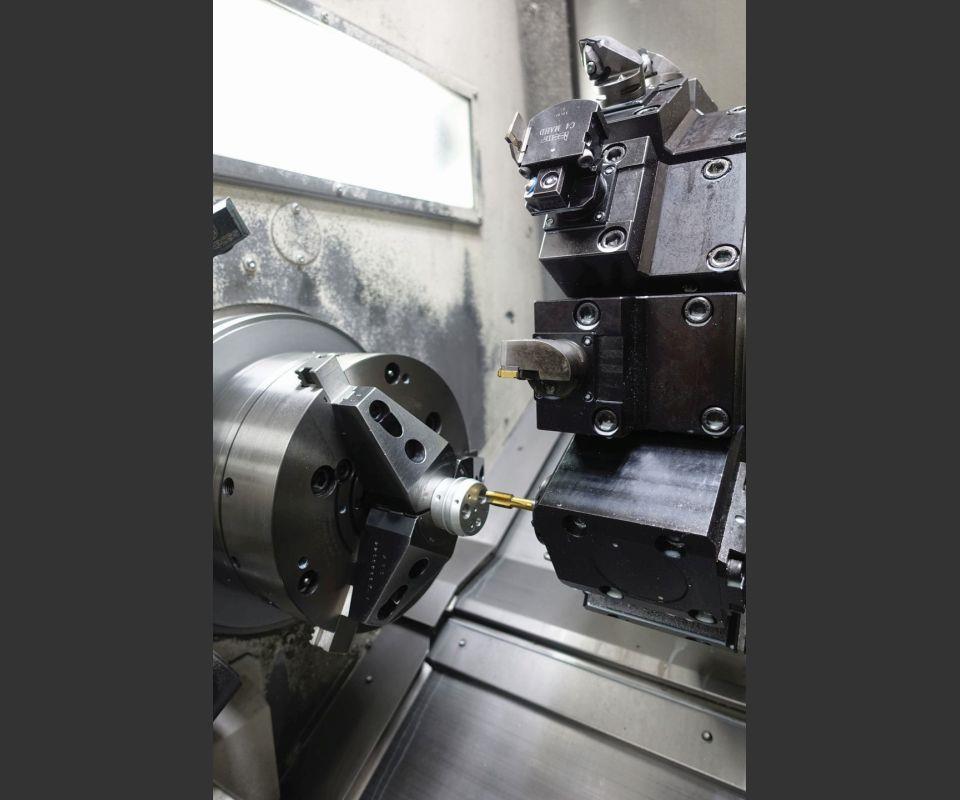
C&R’s thinking about automation has increasingly focused on machine types that permit complete machining of the part and automated progress from one part to the next. The turning center seen here is supplied by a bar feeder...

...while the machining center is served by a pallet pool. Both machines allow the employee to leave a batch of parts running while turning attention to setting up another machine.
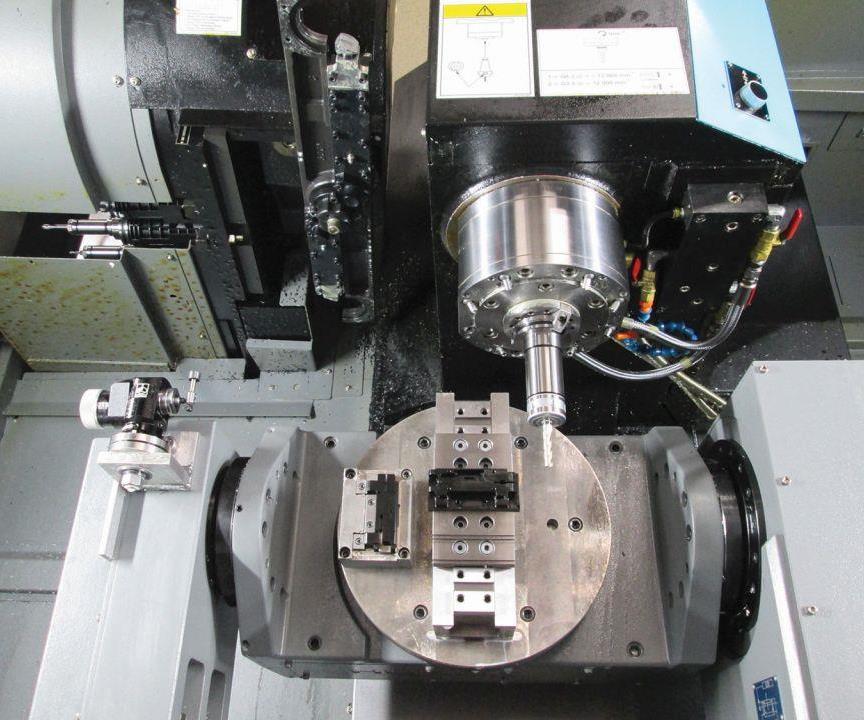
Here is what done-in-one machining often looks like on one of the shop’s five-axis machining centers. Machining various sides of different pieces in the same cycle lets the machine reach every face around the part and ensures that each cycle results in a finished piece.

Company founder Ron Wosel says this machine might soon get a robot.

Leadership of the company is transitioning to the second generation. Daughter Andrea Wosel has had the chance to see the company’s approach to automation develop and succeed, and she has helped to refine the compensation system that contributes to this success.

Dick Marx is general manager. Scheduling is one of his important roles. Jobs have to be fit together according to their potential to run simultaneously, and he considers the employees’ wish to run the jobs that best match their proficiencies.

C&R is one of the winners of Modern Machine Shop’s “Top Shops” program, which benchmarks shops based on various performance data. Seen here with Ron and Andrea Wosel is Brian Wosel (left), also part of the company’s second generation.



Think “automation” or “automated manufacturing.” What do you see?
You probably imagine a highly mechanized process. Perhaps there are robots moving production parts from station to station. Chances are, in the immediate mental picture that you summon to envision an automated process, there are no people in view.



Ron Wosel of C&R Manufacturing in Shawnee, Kansas, has a different picture. The hope of unattended production across hours at a time perhaps informed his aims when he first began to explore and embrace automation decades ago. But he soon found a different purpose for automation that has shaped the way he values it now. Unattended production is not the point, he says. In his thinking about automation, the people are very much in view.
Today, the shop routinely does leave some machines running into the night to achieve “lights-out” manufacturing without any staffing present. This is particularly true of the shop’s pallet-pool-equipped horizontal machining centers. But for C&R, this unstaffed production represents a side benefit of having automated systems in the shop. The main benefit of automating is realized while the lights are still on. Mr. Wosel—along with his adult children Andrea and Brian, who have also moved into leadership of the company—sees automation principally as a means of enabling employees to do more. Continually expanding the amount of production that employees can oversee has allowed the company to grow in output while keeping its staffing small.
Focusing on this use of automation has had various implications, the family members say. First, the significance of robots has actually declined for this shop over the years. C&R bought two robots decades ago and it still uses them, but it has not upgraded its robots and has not yet added to their number. This shop’s employee-enabling emphasis for automation instead finds more value from automation that is located inside the machine rather than beside it. More on this in a bit.
The second implication of the shop’s employee-focused approach to automation is that the outlook, planning and habits of the employees had to adapt. In a shop like this one, in which a small team is carrying out a diverse and ever-changing mix of work, the employees are significantly self-directed. That means the employees themselves had to embrace the automation in order for its value to be realized. There was no way to force this, Mr. Wosel says; they had to want it themselves. But he encouraged them. He implemented a system in this shop that has proven essential for automation’s advance, a system the Wosel family has gradually refined over time. This system is not mechanical or electrical, but economic. At C&R, the employee pay scale incentivizes automation’s use.
Forms of Automation
Mr. Wosel did not set out to automate. He set out to stay in business. Back in 1986 (when the shop was much smaller and perhaps less discerning about the work it took on), the margin for profitability on one particular job was so narrow that Mr. Wosel had to stretch his imagination to find a way to make the part without losing money. The method he found involved using an indexer to perform most of the machining of the part within a single setup.
The success at cost-effectiveness on this job made him realize that he ought to be striving to save cost in the same way on other jobs as well.
Robots came next. For years, in fact, robots facilitated this shop’s success. Certain long-term jobs ran steadily by means of robot loading of machine tools while Mr. Wosel and his staff attended to other jobs on other machines nearby. But C&R’s customers then began to change in ways that will be familiar to many. The customers for the long-term jobs turned to overseas manufacturing to source those parts. C&R was left with a mix of work much more dominated by short-term or smaller-batch production. The shop still needed automation, and the model of using automation to run production alongside the busy employees was still the right one. The difference was that the shop now needed automation that was easier to transition from job to job than a robot-loaded machine tool proved to be. The shop needed the capacity for the complete, unattended machining of a part to reside entirely inside the machine, rather than having the robot alongside the machine as a second device in need of change-over for a new job (though the topic of robots will come up once more before this article is done).
Today, the production automation at C&R largely comes in three forms: live-tool lathes capable of turning as well as milling and drilling in a single cycle; pallet-pool horizontal machining centers capable or running different jobs in succession; and five-axis vertical machining centers capable of reaching many faces of a given part. What all of these machines have in common is the potential to machine a part complete within one setup. Still, it takes forethought to fully realize that potential. Before a special employee incentive system can succeed, machining this way requires a special employee.
Few vs. Many
Current staffing at C&R is 18 employees, and it has been stable at this number for at least five years. The company is reluctant to add employees unless it sees new or expanding business that promises a long-term increase in demand as opposed to a short-term surge. This is because adding a new staff member here is typically a long-term proposition.
In order to identify talent early and mold that talent to its own approach and culture, C&R usually prefers to develop its skilled employees internally by starting with unskilled new hires. The company finds these employees by looking for candidates who stand out for their mathematical ability and mechanical aptitude, and it often hires these prospects right out of high school. These employees are trained on the job, and the expectation communicated to them is this: After five years, they will be able to set up and program CNC machines.
Indeed, employees who have worked for this length of time are expected to set up and program various CNC machines and keep them running simultaneously. One of the most basic elements of the mindset at C&R is an emphasis on many machines and few employees. Each skilled machining employee routinely has one or more machines running and producing while he is setting up yet another job on another machine. This is how the automation capabilities of the equipment are leveraged, and this is how the value of automation is realized.
Andrea Wosel grew up while this culture for the company was coming into its own. As she came to understand the family business, she accepted this approach to machining as the way to produce. The 18 total employees currently realize $5 million in annual sales by overseeing 25 CNC machines in one shift. She says her eyes were opened when she had the chance to visit another shop following a very different model. At this shop, 30 employees realized similar sales by overseeing 12 CNC machines through three shifts.
Relative to this other shop, the employees at C&R are each asked to do much more, she says. Beyond setup and programming, each employee also serves as a cell manager, overseeing several machines and the resources related to them. Each employee is also essentially a process engineer, able to experiment with potentially more efficient ways of making the part.
But despite the autonomy, the shop runs in harmony, and General Manager Dick Marx is important to this. He schedules work, assigning different jobs to different employees. Each employee needs the right mix of work in order to succeed, he says. Short-run jobs are paired with longer-run jobs to allow both jobs to be run simultaneously and efficiently by one person. Scheduling here is done manually in part for this reason. Another part of the reason for manual scheduling, he says, is that this scheduling has a personal aspect that has to be addressed. While Mr. Marx wants employees to become cross-trained by working on different equipment throughout the shop, employees want to run the jobs that they are the most practiced on, or the jobs that run on the machines they know best. The reason they want this is no accident: The company’s pay scale was designed to reward them for producing.
Incentive and Response
The pay scale at C&R consists of a base wage plus a significant bonus that is directly tied to the employee’s production. The pay scale was designed with the specific aim of encouraging employees to keep multiple jobs running simultaneously by taking full advantage of the automation resources the shop has put in place.
Mr. Wosel implemented this pay system, or a much earlier version of it, more than 20 years ago. However, it has taken continual refining of the system over years in order to get it right, he says. Various rules have been added in order to avoid unintended consequences in the ways employees responded to the incentives. Any sufficiently powerful incentive system is prone to have these unintended consequences in the behaviors it motivates, he says, and the Wosels’ gradual success at addressing one unintended consequence after another is part of why they don’t wish to discuss the incentive system in detail. Its finer points have come to feel like an important body of property knowledge. But here are the basics:
The base wage is slightly lower than the base wage at other shops in the area. For this reason, employees coming to C&R from another shop (most employees have started their careers here, but not all) are sometimes initially reluctant to embrace the wage-and-bonus system. However, in a year in which business is good, experienced employees (those who has been with the shop at least six to eight years) see the bonus representing a sizeable share of their income.
The bonus is based on the number of good pieces shipped, and this is a serious and important requirement. If a part comes back from the customer in need of rework, the employee ends up paying for this in various ways. The bonus associated with that part is affected, and the employee also loses time in which he could be earning further bonus income, because he has to make the part right for the customer. And if material is wasted because of the error, then this affects the bonus as well. So, within the bounds of making good parts, employees are incentivized to be as productive as they can be.
They find many ways to do this. Because employees are programmers, for example, they are able (with management permission) to increase the feed rate of any job they are running. They are also able to request changes to the cutting tool or fixturing used with a job, and the request will be granted if there is strong reason to believe the result will be a cost-effective increase in output. In some cases, employees also request and obtain changes in a part’s initial raw material size, so as to reduce the machining cycle time.
In one case Andrea Wosel remembers well, an employee became his own ergonomics consultant. The employee realized that he was taking too many steps in the production of a recurring part, she says. To reduce the time each piece required, he redesigned the layout of his own cell.
The reason this compensation system is able to work is because of the use of more automated machine tools. The various key machine types in the shop—five-axis machines, pallet-pool horizontals and live-tool lathes—are routinely employed as done-in-one machines. In the case of each, frequently there is no queuing of the part at some other machine. Where there is queuing, it is generally at some machine that the same employee also oversees. Because of this done-in-one-machine or done-by-one-employee workflow, the shop knows precisely whom to reward when a job is run productively.
Still, those three different types of potential done-in-one machine tools are not entirely comparable. They are not identical in what they can do, because one is different in a significant way: While the live-tool lathe equipped with a bar feeder can keep running piece after piece through a continuous run without the employee intervening, and while the pallet-pool HMC can run job after job in sequence without the employee having to drive the progression, a five-axis machining center cannot do this. It has to be manually reloaded with workpieces after each cycle is done.
Mr. Wosel says employees are aware of this limitation, which points to the next place where automation will be added. This machine type, too, needs the ability to run continuously, in order for the employee in this area to be more fully free to set up other simultaneous jobs. And the right way to give the machine that ability seems plain. If good business conditions persist sufficiently that the shop has the cash for the purchase, then he says the decades-long drought without a new robot will soon end. The next step in the advance of the shop’s automation will be to equip at least one of the five-axis verticals with robotic automation.















Related Content

Same Headcount, Double the Sales: Successful Job Shop Automation
Doubling sales requires more than just robots. Pro Products’ staff works in tandem with robots, performing inspection and other value-added activities.
Read More
Business Award Winner Gains Traction on Strategic Vision
KLH Industries joins the 2022 Top Shops Honors Program with a renewed sense of identity, a new leadership team and new tools for driving growth.
Read More
Niche Work If You Can Get It: A CNC Machine Shop Crafts Its Own Destiny
The latest innovations in metalworking aren’t always related to CNC automation or robotics. For Rosenberger North America, a 2022 Top Shops Honoree, it is the company’s niche processes that create the biggest successes.
Read More
Finding Skilled Labor Through Partnerships and Benefits
To combat the skilled labor shortage, this Top Shops honoree turned to partnerships and unique benefits to attract talented workers.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More