An Improved Method for Machining Blisks
A software designer and a tool maker collaborate on a system for machining blisks that focuses on the point of contact between the workpiece and the cutting tool.

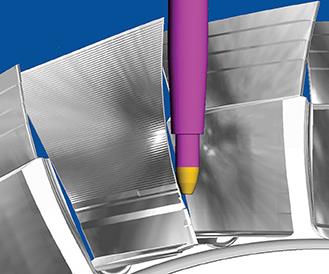
Technicut’s Titan X-Treme ripper end mill is used for roughing and removing material from between the blades with a series of slotting cuts. Its tip is broader and flatter than traditional tooling so that more material is removed in a single pass.
PowerMill CAD/CAM software for blisk milling maximizes the potential of the cutting tool itself, while at the same time reducing the cost of machining.

Used in aerospace and industrial applications, demand for blisks—or “bladed disks”—has escalated in recent years, leading Delcam and Technicut to collaborate on developing more efficient machining processes.



As blisks have transitioned primarily from use in military jet engines to commercial aerospace and industrial applications, global production has soared. This growth in recent years has spurred innovation in the manner in which blisks—a combination of “bladed” and “disk”—are manufactured, particularly in the areas of design software and specialized cutting tools, with shops searching for ways to machine them more quickly and at a lower cost.
Recognizing this trend toward higher production rates and the desire by more manufacturers to get involved in machining blisks, Delcam, part of the Autodesk family of companies, and Technicut, the largest cutting tool supplier in the UK, joined forces to mate software technology with advanced tooling for an innovative approach to manufacturing these critical rotating parts.



According to Ian Caldicott, senior consultant on the project at Delcam Professional Services, his company has collaborated with Technicut for more than a decade in cases in which custom tooling is required for a new software program he and his team have designed. Technicut’s business model involves designing custom tooling specifically for its customers’ applications, so when Delcam decided to self-fund R&D of a new approach to machining blisks, the toolmaker was the ideal partner. The project began with an examination of the interplay between the cutting tool and the blisk, generally made of titanium or nickel-based alloys such as Inconel. From there, the team began focusing outward from the workpiece, next studying the toolholder and then the spindle, examining the entire “kinetic chain” involved in the machining process. (A chain is only as strong as its weakest link, after all.)
Mr. Caldicott says Delcam’s PowerMill software was already capable of all the design, simulation and toolpath instructions the blisk milling process would require, but the software’s full potential for this particular application could only be reached with specialized tooling developed specifically for blisk milling.
One tool in particular was determined to be integral to the success of the project. Technicut’s Titan X-Treme ripper end mill, used for roughing and removing material from between the blades with a series of slotting cuts, is designed with a broader, flatter tip than traditional tooling so that more material can be removed in a single pass. This operation also relieves stresses in the billet that are sometimes introduced during the forging process. Technicut also designed special barrel cutters for semi-finishing and finishing that have a larger radius on the cutting surface than the ballnose cutters that are often used in machining blisks. This results in a stepdown that is three to four times broader than passes made with ballnose cutters, according to Delcam, delivering the necessary surface finish while reducing machining times significantly.
Paul Wilkinson, general manager of Delcam Professional Services, says tests performed on an 804-mm-diameter billet made of Ti6-4 titanium with 31 blades—each of them 84 mm in length with a root radius of 4 mm and a scallop height of 10 microns—revealed that cycle times had been cut in half, from 70 to 35 hours, and milling costs were reduced by 45 percent. Mr. Caldicott says planned future software developments include:
-
Dedicated blade blisk impeller strategies.
-
Continued improvements in smooth toolpath generation.
-
Advanced toolpath\tool-axis editing features for added flexibility.
He adds that this project is an example of Delcam’s approach to addressing a future in which manufacturing is smarter, more collaborative and accessible, and hyper-focused on process efficiency. By examining the cutting tool/workpiece interface before machining, the software could be massaged to maximize the potential of the cutting tool itself, making it cut faster and more effectively and last longer, and reducing the cost of machining.











Related Content

SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read More
Digital Twins Give CNC Machining a Head Start
Model-based manufacturing and the digital thread enable Sikorsky to reduce lead times by machining helicopter components before designs are finalized.
Read More
Machine Monitoring Boosts Aerospace Manufacturer's Utilization
Once it had a bird’s eye view of various data points across its shops, this aerospace manufacturer raised its utilization by 27% in nine months.
Read More
The Strategic Value of Machine Tool Flexibility
This aerospace and defense supplier has a strategy to take advantage of the flexibility in its newest and largest five-axis gantry-type machining center.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More