
Large Y-Axis VMC Enables Complete Machining in Single Setup
When Sarro Manufacturing couldn’t manufacture large, aluminum plates in one setup, it installed a Feeler VMP-1100S from Methods Machine Tools Inc. The VMC cut cycle time and spiked productivity.


Bruce (left) and Bradd Sarro introduced the Feeler VMP-1100S VMC into their company’s shopfloor production in 2011. The machine has cut cycle time on two of its largest production jobs by 30 percent.

Sarro was able to machine this 0.25- by 6- by 2.5-inch face plate only after investing in the Feeler machine. It now uses the VMC along with 3D Surface Milling Technology from GibbsCAM to cut and taper the plate.
Sarro needed the 23.6 inches of travel on the Feeler VMC to machine the end holes in this large aluminum plate for a support upright part.
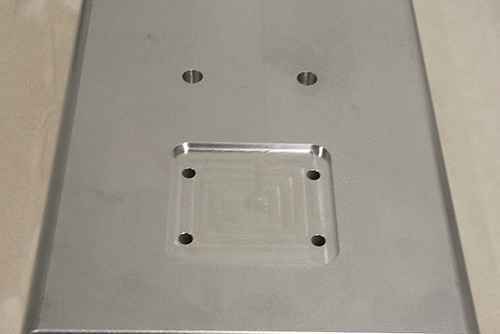
Sarro was able to leave this top plate job running 8 hours lights-out using the Feeler machine, which features an automatic power-off.



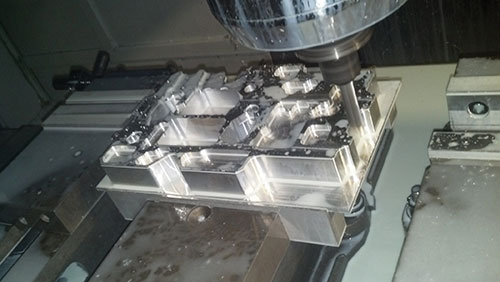
Maintaining accuracy when manufacturing large parts can be a challenge, especially when multiple setups are involved. Sarro Manufacturing in Newton, New Hampshire, encountered this problem when manufacturing large plates made primarily from aluminum. When the shop purchased a Feeler vertical machining center from Methods Machine Tools Inc. (Sudbury, Massachusetts), the ability to machine complete in one setup saved Sarro both time and money as well as increased productivity.
The 20-year-old company is owned by Bruce Sarro and run by eight employees in a 5,600-square-foot facility. Sarro chiefly manufactures for the defense, microwave and printed circuit industries using a range of materials, including aluminum, plastics, stainless steel, copper and brass. Its customers demand on-time delivery to meet tight schedules, and several require a quality rating of 97 percent or better.



In 2011, Sarro encountered a problem when manufacturing large plates, many of which measured 20 by 20 inches and 28 by 21 inches with thicknesses ranging from 1/8 to 1/2 inch. “The biggest issue was not being able to reach all the way around our large plates in order to machine them in a single setup,” says Bradd Sarro, director of operations, and Bruce’s son. “We could only reach so far on the Y axis, so we had to manually flip the part around to complete the job.”
Along with their capacity limitations, Sarro recognized that its smaller machining centers were not keeping up with newer, more robust technology available to them. For instance, the older machining centers had slower spindles, and coolant-through capability was not very powerful. Also, workholding capability was limited. “We were only able to put two vises in the setup, which was not enough for our large plates,” Mr. Sarro says.
Faced with this dilemma, Sarro turned to Methods Machine Tools, its long-time supplier. To meet the large-plate machining requirements, Methods recommended the Feeler VMP-1100S VMC because of its 23.6 by 47.2-inch table that can handle a maximum load of 3,000 pounds. To further accommodate the large parts, the VMC’s travels measure 43.3 by 24 by 23.6 inches on the X, Y and Z axes, respectively. Its 25-hp, 15,000-rpm, 40-taper spindle; FANUC Oi-MD control; and 1,000-psi through-coolant capability provide sufficient power to quickly machine the large plates.
The VMP-1100S also eliminates workholding challenges for this job. The company now uses four 6-inch vises to accommodate four work coordinates. Sometimes, they even fixture on the table without vises, Mr. Sarro says.
The VMC’s other features include a standard 30-tool, dual swing-arm ATC; linear guideways on the X and Y axes; and boxways on the Z axis. According to Methods, advanced engineering on the VMP series makes it well-suited for a variety of precision industrial requirements. Finite element analysis (FEA) and a reinforced A-shape Meehanite column are combined with a massive base to increase accuracy, rigidity and stability. A fine-grain cast iron machine structure and high-speed servo system enable A-axis rapid traverse rates ranging to 48 meters per minute.
After bringing the VMC online, Mr. Sarro says he has been extremely pleased with the results. The Feeler eliminates secondary tapping requirements and removes the need for multiple-operation setups. “Now our plates can be done in one shot, one setup, complete,” Mr. Sarro says. “With the high-pressure coolant and 15,000-rpm spindle features, we were able to cut machining cycle time down on two of our largest production jobs by 30 percent.”
Although Sarro originally purchased the Feeler VMC with existing applications in mind, it has also enabled the company to take on jobs that previously would not have been possible. For instance, one application requires cutting and tapering a face plate measuring 0.25 inch thick by 6 inches long by 2.5 inches wide. Sarro uses the Feeler along with 3D surface milling technology from GibbsCAM. The single-setup job requires a 1/8-inch ballnose end mill running at 100 ipm and spindle speeds of 10,000 rpm, which were not possible with the company’s previous machines.
In another application, Sarro needed the Z travel on the Feeler to machine end holes in a large aluminum plate for a support upright part that measured 2 inches thick by 14 inches long and 8 inches wide. “To accomplish this job, we needed some large tooling as well as sufficient horsepower and spindle speed for the rapid material removal required. Using a ½-inch radius cutter, the Feeler easily machined the plates within a short cycle time with no more than 10 percent load on the spindle,” Mr. Sarro says.
Another application required machining a 1.25-inch thick by 11.25-inch long by 6.75-inch wide top plate with a small radius. The program size and spindle speed were best-suited for the Feeler machine. The company was able to leave the job running for 8 hours of lights-out operation, because the Feeler is set to automatically power off. This reduced labor costs and increased productivity.
The company says that the machine provides exceptional tolerance for smaller-part work as well. In one of its larger-production jobs, Sarro needed to produce a 6061 aluminum heat sink part measuring 5 by 1 by 1 inch. To complete the part, the company used the Feeler to run a 1/8-inch end mill at 30 ipm with 300-psi through coolant and spindle speeds of 8,000 rpm. Mr. Sarro set up the part using four vises and the same number of work coordinates. Due to the spindle speed and powerful coolant-through capability, the company was able to increase tool life, he says, and cut cycle time by 30 percent.
Along with an increase in productivity, the Feeler machine also increased reliability and repeatability. “With glass scales, the hole-to-hole accuracy is always dead-on, well under ±0.0005 inch on hole location repeatability,” Mr. Sarro says. On the 6061 aluminum heat sink part, Mr. Sarro says he was able to contour holes consistently every time within ±0.0002 inch.
Although aluminum is the main material Sarro currently machines with the Feeler VMC, the company recently had positive results using 316L stainless steel for a one-off prototype manifold job. “We tried it in aluminum first with great results and then decided to give stainless steel a try. No problem,” Mr. Sarro says.
Using the Feeler machine, Mr. Sarro says that the company has been able to take on new jobs since it powered up the machine. In fact, it recently accepted a new job for a needle array plate for the biomedical industry, even though it’s not the company’s primary industry. Additionally, “We have been increasing the speeds and feeds on each new job without issue,” he says.
“We would not hesitate to acquire more Feelers when the time is right,” Mr. Sarro says. “It’s comforting to know how quickly we can get up to speed on running them.”

















Related Content

Three-Axis Bridge Mill Opens New Doors for Construction OEM
Different industries often require different machining priorities, a truism recently demonstrated by Barbco, an OEM of heavy-duty boring equipment that opened up new design possibilities by pivoting toward rigid, less complex machining centers.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Heavy Engineering: The Complex Logistics of Moving Large Machine Tools
One of our fascinations with large-format machine tools has little to do with their capabilities, but everything to do with the logistics involved with getting them up and running. Here’s how one of the world’s oldest builders of giant machine tools tackles the challenge.
Read MoreSMEC America Showcasing Machines' Reliability and Rigidity
SMEC America is running demonstrations on its machines both old and new at its IMTS booth, with engineers on hand to help answer questions.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More