
Software Improves Programming-to-Machining Ratio
WorkNC from Vero Software enabled Custom Tooling Systems Inc. to increase overall efficiency while reducing programming and machining times.


WorkNC enables CNC programmer Aaron Van Dyke to program multiple blocks under one program. The middle screen shows six blocks and the right screen has 22 total blocks of 3D top work. The left screen is a view of five-axis machining operations.

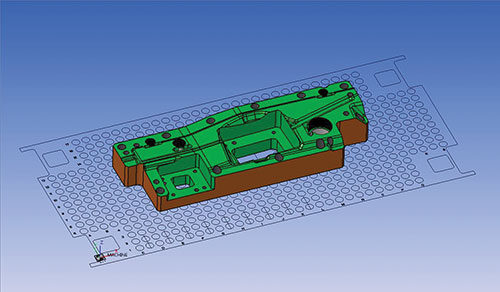
This lower die plate is made of hot rolled steel and measures 3.5 by 72.0 by 120.0 inches. What once took about 10 hours to program—individually selecting and sorting holes—now takes just under 2 hours with WorkNC. It sorts all holes in under a minute: 154 counter bores, 140 drilled holes, 118 reams and 577 taps. Programmers no longer need to select individual holes.
By incorporating WorkNC from Vero Software, CTS has created a more efficient manufacturing environment with an improved programming-to-machining ratio.
By incorporating WorkNC from Vero Software, CTS has created a more efficient manufacturing environment with an improved programming-to-machining ratio.

Since implementing WorkNC, CTS has reduced the number of programmers from six to three, repositioning several programmers to other critical positions within its Zeeland, Mich., facility.



When CNC department manager Kevin Bouwkamp joined Custom Tooling Systems (CTS) about three years ago, he brought more than five years of CNC operator experience with him. Accustomed to working with several different software solutions, Mr. Bouwkamp realized that software limitations at CTS were preventing the company from maximizing its assets, from machines to personnel. In order for the company to grow, CTS purchased WorkNC from Vero Software (Forrest Lake, Minn.). The software has created a more efficient manufacturing environment with an improved programming-to-machining ratio.
Established in 1990, CTS focuses on the design and build of new tooling for the manufacturing industry. Core products of the Zeeland, Mich.-based company include seat pans, seat brackets and convertible brackets for Tier 1 and Tier 2 suppliers in the automotive market.



During his first few months with CTS, Mr. Bouwkamp realized that the company’s software solution was lacking fluidity. There were a lot of collisions involving cutters, and the tool paths were not as smooth as he needed them to be. Also, the software generated just 2 hours of machining time for every hour of programming—unacceptable for a company that typically works 16 to 20 hours a day and needs to use unattended machines whenever possible.
After discussing the software limitations with the company’s programmers, Mr. Bouwkamp decided it was time to explore other solutions. Because it’s typical for the design department to continually revise existing drawings, the programmers wanted a software solution that would simplify engineering changes. Also, since CTS outsources approximately 75 percent of its design work, the new software needed to work well with many different CAD programs.
“As a group, we discussed our experiences with different CAM programs and chose four solutions to begin our selection process,” he says.
In the end, the company chose WorkNC. According to Mr. Bouwkamp, the department felt confident in this selection because it was offered a free 30-day trial period, which no other CAM company offered at the time. During this trial, WorkNC came to the facility and worked directly with employees to show them the many software features. Rather than trudge through entry-level training, employees worked on actual production pieces and kept ahead of schedule.
The free training also made it possible to learn about Automatic Feature Recognition toolpath creation, which saved the company a tremendous amount of time, Mr. Bouwkamp says. For instance, when manufacturing die sets, it previously took 4 hours to program the drilling and tapping sequence. With WorkNC, programmers can create a program to drill and tap 150 holes in less than 10 minutes.
“Because all holes are color coded in WorkNC, we have eliminated the need to individually program which drill and tap to use and what depth must be taken,” he says.
Programming is no longer cumbersome and time consuming. For example, when building a stock model, staff previously set up a bounding box, placed limits on where to cut and in what direction the machine tool needed to sweep and noted where the stock ended. With WorkNC, the staff can bring in a single block, place it in any position and create the stock model.
“WorkNC knows every tool path and knows where the previous tool paths have machined. Not having to create boundaries saves a tremendous amount of time,” Mr. Bouwkamp says.
Another feature that has improved CTS’s manufacturing and programming times is the ability to program multiple blocks under one program. In such an operation, programmers can build a sequence of roughing tools, drills, reamers and finishing tools, enabling every block to be trimmed out and ready for the next operation.
Mr. Bouwkamp says the reason for some of the decrease in programming time is that programmers can lay down the tool path, drag the window off to the side and allow it to calculate while another program is started. Afterwards, the initial box can be opened to review the tool path. If it goes to an unwanted area, the programmer can simply perform a graphical edit to remove those paths.
“We cannot do that with the other software packages or solutions,” Mr. Bouwkamp says.
The enhancements that WorkNC offers has provided CTS employees with the knowledge and confidence needed to make a seamless transition from its previous solution while creating a more efficient environment.
Prior to acquiring WorkNC, CTS employed four full-time programmers on day shift and two on night shift. Since the implementation, the company has reduced the number of programmers to three, repositioning several programmers to other critical positions within the company.
While greatly improving the programming-to-machining time ratio, the new software also helped diversify CTS’s customer base. The company now generates 20 hours of manufacturing time for every hour of programming time, which enabled it to add four new machine tools, including an Awea LP-F series bridge-type, five-face machining center.
This kind of success has led CTS to purchase four WorkNC licenses within a year and a half of its initial purchase.
“WorkNC eliminates a lot of the middle and unnecessary work while providing the tools needed to increase our customer base,” Mr. Bouwkamp says.












Related Content

TTI Brings Specialty Gear Production In-House with Multiaxis Machining
By investing in a 3+2-axis machine and utilizing simulation software for diagnostic checks, Techtronic Industries turned a four- to ten-week lead time into a one- to two-week lead time.
Read More
How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read More
How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
Building A Powerful Bridge from the CAM Programmer to the Shop Floor Operator
SolidCAM for Operators provides a powerful bridge from CAM programming to the shop floor to best streamline the machine shop process with its CAM part simulation. It provides a clear picture to the operator for setup and prove-out, enables minor G-Code changes and avoids crashes, broken tools and scrapped parts.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More