
Sparking Better Designs
By automating repetitive splitting and electrode-design work, an Ohio mold and die shop spurs creativity and expands EDM applications.



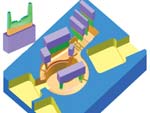
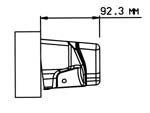

Fig. 4—Here are front and back views of the finished side cover for an automobile seat. The increasing complexity of plastic parts today places greater demands on the moldmaker's design capacity.
%20and%20his%20father%20Ron.jpg)
Fig. 1—Eric Fehrman (right) and his father Ron (left) have simplified the design of high-quality injection molds such as these with Quick Tooling software from Cimatron Technologies Inc.
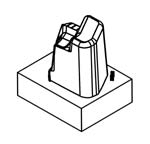
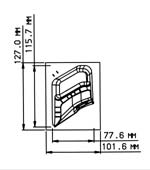
Fig. 6—Drawings created by the QuickElectrode program are quite helpful to shop personnel when they mill electrodes or perform EDM machining.

Fig. 5—Complex electrodes such as this (for the vacuum cleaner motor housing) can be designed rapidly using the QuickElectrode program. This encourages designers to reduce the number of separate EDM burns required to machine a mold.

Fig. 3—In this screen image of a mold design for a vacuum cleaner motor housing (below), Cimatron's QuickElectrode program rapidly defines burn areas and details the corresponding EDM electrodes.
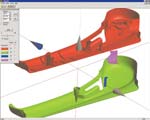
Fig. 2—As shown by this design for the plastic side cover of an automobile seat, Cimatron's QuickSplit program quickly defines core and cavity surfaces to enable the designer to focus on the mold's problem areas.
Injection molds for plastic parts are complex works of art rendered in metal media. Traditionally, however, the creative and innovative aspects of mold making have represented only a small portion of the overall design work. Just as an artist must fill in large areas of background scenery before focusing on a painting's fine details, so must a mold designer execute certain mundane tasks prior to performing the creative work that defines a product.
For example, splitting a part's geometry into core and cavity surfaces is a time-consuming process that accompanies every job. Similarly, defining a mold's parting lines and producing EDM electrode drawings are tedious processes that toolmakers often dread.



As a producer of injection molds for various industries, Fehrman Tool and Die Inc. (Byesville, Ohio) continually strives to focus efforts where it will have the greatest impact on quality and productivity. Founded by brothers Ron and Ralph Fehrman in 1977, the business began as a conventional tool and die shop that shifted its primary focus to mold making.
Between 1987 and 1988, President Ron Fehrman acted on his realization that the mold and die industry was undergoing fundamental changes. During this period, he purchased new equipment, including his shop's first CNC machining center and a manual ram-EDM machine. To adapt to a new environment where customers demanded higher quality and more complex molds, Ron's son, Eric Fehrman, simultaneously began to work with the new CAD/CAM systems that his father introduced to the shop's engineering department.
Today, Eric is Fehrman Tool's vice president, and his company is distinguished by the caliber of clients it serves. The shop manufactures injection molds that are used by major automotive and consumer product manufacturers to produce a variety of finely detailed plastic parts (Figure 1).
Although lead time is frequently cited as a crucial manufacturing issue, Fehrman Tool's clients often place greater emphasis on quality and reliability. Whether in the engineering department or on the shop floor, this dictates finding ways to avoid elementary or repetitious jobs that gobble time and sap creativity.
Thus, instead of using skilled shop personnel to fabricate mold bases and other standard components, Fehrman Tool prefers to purchase these items. Pursuing the same philosophy in its engineering department, the shop has streamlined the design process for molds and EDM electrodes. This improvement springs from the recent installation of Quick Tooling software manufactured by Cimatron Technologies Inc. (Livonia, Michigan).
Fehrman Tool currently uses the system's QuickSplit, QuickElectrode and QuickCompare programs to substantially simplify engineering work. Because these programs generate basic mold and electrode designs rapidly, the shop gains considerably more time to concentrate on the details that distinguish its high-quality molds in a competitive marketplace.
Split Decisions
The first leg of this system is QuickSplit, a program that automatically separates core and cavity surfaces, defines parting lines or curves and analyzes the mold's parting direction (Figure 2). In the past, Eric Fehrman's engineering department spent a substantial amount of time on these operations.
"We used to reserve the first day of mold design to analyze the surface model, verify integrity of the math data, split the core and cavity, and make the parting-line surfaces," says Mr. Fehrman. "Now we regularly do all these things in one or two hours."
The first step in the design process is to verify the accuracy of data received from the customer. "It's quite common to run into problems when a customer sends you data because, as a moldmaker, often times you're a few people removed from the actual customer. Information can easily be lost along the chain of communication," Mr. Fehrman explains. Because perfect translation among different CAD programs still isn't a reality, the program's capability to interpret imperfect data is also important.
Although Mr. Fehrman formerly needed 10 to 12 hours to split large parts, he now completes this work in only 20 to 30 minutes. The program sorts out approximately 80 percent of a mold's core and cavity surfaces within 3 to 4 minutes, allowing the designer to quickly focus on problem areas. These details include providing adequate draft (to allow the part to separate from the mold), designing slides and lifter mechanisms for undercuts and determining the mold's shutoff and parting line surfaces.
To expedite this work, QuickSplit incorporates a function that highlights undercuts and side-action areas. With time thereby freed to fine-tune his designs, Mr. Fehrman can focus on improving a mold's machinability and simplifying its fabrication. Additionally, because so much time is saved on splitting operations, Fehrman Tool has increased its overall design capacity. This is particularly valuable during periods when the shop is extremely busy. QuickSplit also gives the shop the capability to quickly produce preliminary designs necessary for customer approval and ordering of job materials.
Encouraging EDM
Ram EDM has been a mainstream technology in mold and die shops for many years, but its application has been restricted by the drudgery of designing electrodes. In recent years, therefore, conventional and high speed machining processes have displaced EDM in certain applications.
When Fehrman Tool originally began using EDM, the shop produced electrodes only, subcontracting EDM machining work to other shops. As time passed, however, EDM became part of almost every job, and Mr. Fehrman recognized the need to purchase his own equipment. Today, Fehrman Tool owns two EDM machines, including its original, manual machine and an Agie Mondo Star CNC machine purchased in 1998.
Although his shop has many years of EDM experience, Mr. Fehrman admits that creating electrode drawings has been the worst part of his job. To avoid this tedious work, as well as the complex surfacing that is sometimes required, designers may use multiple electrodes of simpler design to machine complex forms. Because of this obstacle, mold shops may consider EDM as a process of last resort.
"Our usual guideline has been to cut whenever possible and EDM when we have no other alternative. But we're beginning to rethink this strategy, and we're using EDM more frequently," says Mr. Fehrman.
This strategic shift began when Fehrman Tool started using Cimatron Ltd.Cimatron's QuickElectrode program. Because EDM involves gradual, electrical erosion of metal, various physical factors limit the capacity to speed up the machining process itself. Thus, most throughput improvements in recent years derive from the substantially greater daily utilization times possible with CNC control. But by expediting the front-end work of defining electrodes (Figure 3), electrode surfacing and creating electrode drawings, the software substantially reduces overall time required for EDM projects.
For example, when designing a mold for the side covering of an automobile seat (Figure 4), 20 to 25 hours were formerly needed to complete the surface-design work. This particular part incorporates 30 support ribs for each cavity, plus several additional rib clusters. The new software enables Mr. Fehrman to complete this job in only 6 hours—including the drawings.
QuickElectrode automatically defines burn areas, selects appropriate graphite blanks, extracts a list of electrodes from the core and creates a separate file for each one. To check geometry and clearances, an on-screen slide bar function allows the designer to move electrodes in and out of the core.
Besides sheer design speed, the program's efficiency provides other important, related benefits. By expediting the design of more complex electrodes (Figure 5), the program encourages toolmakers to reduce the number of individual EDM operations required to produce molds. Thus, the former hassle of creating electrode drawings no longer dictates Fehrman Tool's planning strategies. Additionally, the software now enables the shop to handle all its EDM jobs in-house.
"There have been specific instances where we would have subcontracted an EDM job because we didn't have the engineering and CNC time available to design and make the electrodes. Since we got QuickElectrode, we haven't jobbed out any more EDM work," Mr. Fehrman says.
The program also enables designers to generate more complete electrode designs. Because the program defines surfaces so quickly, it's no longer necessary for designers to save time by omitting surface extensions (areas outside the steel or where the electrode doesn't burn). According to Mr. Fehrman, having the capability to define these extensions as part of the initial design is particularly beneficial when creating delicately shaped electrodes that must be reinforced in certain areas for durability.
In the future, Mr. Fehrman believes that QuickElectrode may enable him to move electrode design from his engineering department to the shop floor. In effect, this development would allow machine operators to participate in designing their own tools.
"We're thinking about letting our EDM guys perform the initial phase of defining electrodes. The software simplifies this phase because no CAD training or experience is necessary," he says.
Although Fehrman Tool is still evaluating the feasibility of shopfloor design, the software's capabilities make this possible for the first time. Reflecting the shop's expanding use of EDM, Mr. Fehrman plans to purchase a graphite mill that will be dedicated specifically to electrode production.
The program has also substantially improved the quality of the shop's electrode drawings (Figure 6). This has proven to be an important aid on the shop floor, where toolmakers currently use the drawings as quality control check-sheets during graphite milling. The shop's EDM operators also use location drawings generated by the program to verify burn areas.
Integrating Change Orders
Toolmakers know that Engineering Change Orders (ECOs) are inescapable parts of their business. If a customer communicates design changes strictly in the form of math data, the potential for errors is substantial. Sometimes, clients may not even realize all the ramifications of altering designs.
Consequently, toolmakers need a reliable method to compare revised designs with previous versions. For this purpose, Fehrman Tool is able to use the software's QuickCompare program. This program rapidly identifies geometric differences between two versions of a part and then marks these changes graphically on the screen. In effect, the program serves as a fail-safe device that enables a moldmaker to catch ECO conflicts at the design stage.
Commenting on the program's applications, Mr. Fehrman says, "Customers have told us that a change only affects a certain area, but we've brought the design up in QuickCompare and noticed that there were actually changes in other areas too. We've often brought this to the customer's attention, only to discover that the additional changes were news to them as well. We recently did an automotive job where the mold design underwent eight significant changes. For each change, we received updated CAD data with a faxed drawing on which the changed areas were circled. Several times we discovered additional, subtle changes that were too small for the eye to notice. These changes had been added by the automaker, but slipped unnoticed past the tier-1 supplier and my customer (the molder)."
A Better Process
Upgrading design software has allowed Fehrman Tool to fundamentally alter its production process. For mold designers, this means saving hours of valuable time that can be better spent on product refinements. For toolmakers, time once devoted to studying drawings or calculating dimensions is now available to develop more efficient machining techniques. Viewed from an industry-wide perspective, a simpler design process breaks a logjam that has limited design capacity and blocked wider application of ram EDM in mold and die shops.
In the process, the moldmaker's role may now be more similar to a stage actor than a landscape painter. Unlike traditional artists who still must perform hours of preliminary staging work, moldmakers can now act out new refinements in their craft on a stage prepared by software. As a hallmark of the computer age, this valuable stage-setting function enables many great performances in contemporary machine shops.
















Related Content

Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
