
Split Personality
At the Canadian Machine Tool Show in late 2001, this company introduced its new H/V machining center. H/V stands for horizontal/vertical. OK, so it's a universal machining center ... big deal.





Photographed at the Canadian Machine Tool Show, the spiral dummy tools illustrate the relative positions of the horizontal and vertical spindles. As can be seen at left, the horizontal spindle can be extended up to 6 inches for position access.

Photographed at the Canadian Machine Tool Show, the spiral dummy tools illustrate the relative positions of the horizontal and vertical spindles. As can be seen at left, the horizontal spindle can be extended up to 6 inches for position access.
At the Canadian Machine Tool Show last fall, HH Roberts Machinery (Mississauga, Ontario, Canada) introduced its new H/V machining center. H/V stands for horizontal/vertical. OK, it's a universal machining center: big deal.
Well, true it can technically be called a universal machining center because it can cut from either a horizontal or vertical spindle orientation. It does, however, approach its "universalness" from a different direction. The direction is different enough to qualify for a U.S. patent.



Essentially the difference in HH Roberts' machining center design is it carries independent vertical and horizontal spindles (each rated at 15 horsepower) on a common set of ways, mounted to a single column. The design allows both spindles to cover a generous work envelope and, with a rotary indexer mounted on the worktable, provide five-sided machining capability in a single setup.
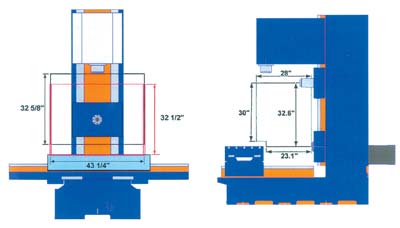
With both spindles on the machine centerline, the full X-axis travel is available to each. This is key to work zone coverage. Travel on the show machine is 43 by 22 inches for its X and Y axes. The vertical head travel is 32 inches, as is the horizontal head. The design is scalable with 50- and 60-inch X-axis travel models due to be introduced soon.
The H/V is designed for job shops. Virtually every metalworking business is trying to get cost out of its process. Job shops are no exception. Five-sided machining in a single handling is one quick method to increase throughput by eliminating work-in-process.
In operation, the machine is only slightly different from a conventional vertical machining center. Programming conventions universally accept that the Z axis is parallel to the axis of spindle rotation. So for programming purposes, going from one spindle to the other changes the designation of the Y and Z axes.
The horizontal spindle is programmed in the same manner as a vertical machining center. On this machine, the Z-axis feed is accomplished by moving the worktable toward the column. A 6-inch positioning quill on the horizontal spindle allows use of optimum length tooling to access the side of a workpiece.
The machine uses an Anilam 5400 or 5500 CNC, depending if the machine is equipped for full five-axis or four-axis machining. Anilam wrote custom software for this unique machine configuration that automatically swaps the axis coordinates when switching from vertical to horizontal spindle. When this happens, tool offsets are automatically applied to the horizontal spindle. A mobile console-mounted CNC is available for the H/V that can be positioned in front of the machine for vertical processing and behind the machine for horizontal machining, which is generally preferred.
A 20-tool capacity automatic tool changer is available for the vertical spindle and was shown on the show machine. In its simplest form, the horizontal spindle is hand loaded from an access door behind the worktable. For more tool capacity, several tool changer configurations, up to 60 tools total, are available. The larger unit is designed to supply both spindles from its magazine.
Having the option to cut workpieces with either the horizontal or vertical spindle or both extends the processing capability of the job shop. While the company admits the machine is not designed to replace high tolerance horizontal machining centers, it will produce parts to general commercial tolerances of just under a thousandth of an inch at an economical price.












Related Content

10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
