
Two New CAM Features Deliver Real World Savings
Many operations throughout the world are seeking to lower production costs and raise flowthrough. ComputerAided Manufacturing (CAM) offers a means to increase productivity and, as a result, improve customer service and delivery as well. Two manufacturers, an original equipment manufacturer (OEM) in Texas and one in Kansas, are among those trying to maximize their productivity.



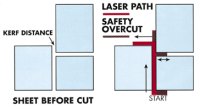
Fig. 1—Common cut is a term used to describe a laser path in which a single cut actually affects two parts nested side by side. The software automatically calculates the kerf allowance.
Fig. 2—Collision Avoidance is a process of sequencing the tool path to minimize the number of times the laser head must be raised to pass over previously cut paths and parts.
Many operations throughout the world are seeking to lower production costs and raise flowthrough. ComputerAided Manufacturing (CAM) offers a means to increase productivity and, as a result, improve customer service and delivery as well. Two manufacturers, an original equipment manufacturer (OEM) in Texas and one in Kansas, are among those trying to maximize their productivity. Both evaluated a number of CAM software packages to be integrated with their new lasers, Bystronics and Trumpf, respectively. Both wanted more capabilities than typical machinetool packages offered: a high degree of automation that would deliver significant savings in material and production time.
Although the goals for the software were similar, overall production strategies and the operation of the software were very different. The Kansas OEM employs a traditional scheduled production strategy. All orders are entered into the MRP system and then downloaded in large quantities (or batches) covering the full range of materials and all types of parts at routine intervals. Multiple part nests are built simultaneously from the demand created by the MRP system and then automatically cued for the machine tool operator to produce. No programmer intervention is required.



The Texas OEM, in contrast, uses a demand-pull process in which dynamic nests are created by the machine tool operator on the floor one at a time, or JIT (just in time). Geometries are designed, programmed and then libraried for nesting as needed automatically. Realtime sales information automatically creates the demand pool for orders just before the creation of each nest. The advantage of this approach is that any rework requirement can be met on the next machine cycle. In addition, if multiple machines are using this JIT nesting, they will be dynamically balanced so each machine will always be working on the next most important parts. Thus, in addition to more efficiency, both companies also needed solutions that could be applied within the parameters of their overall manufacturing systems. Both decided on the Optilaser from Optimation (Independence, Missouri).
This fabrication laser has advanced software features to enhance efficiencies throughout the operation. Two of Optimation's new developments are automatic unattended common cut with safety overcut and collision avoidance.
At the Kansas operation, two primary benefits from nesting with common cut capability are readily available. The first is in scrap reduction: the company has netted $80,000 in material (stainless) savings in the first year of usage alone. Second, the cycle time has decreased because of fewer collisions and subsequent machine shut downs. In fact, it's estimated that this feature reduces cut time by 20 percent or more.
Common cut shortens cycle time by reducing the overall linear distance the laser head travels. Figure 1 illustrates how common cut works.
The nest operator can control which parts are acceptable for common cut in the preprogrammed inputs in the CAD software. Optilaser's nesting module then automatically compares part entities to find intelligent common cutting opportunities— based on arcs or rectangles, unlike some packages which common cut on tangents or points.
The parts are automatically placed together on the nest to form a common cutting edge (including required kerf allowance). The safety overcut feature within the common cut process then directs the laser head to extend the laser path along the common cut edge, as if beginning the next part. This prevents the laser head from returning to the freed part and thus avoids collisions and shutdowns.
The Texas OEM had an even greater return. Because the majority of parts are rectangular, nesting efficiencies are in the 90 percentplus range, virtually eliminating scrap. In addition, because each part shares at least one common edge—and some share as many as four—the total liner distance the laser head moves is greatly reduced. Common cutting has decreased cutting time by at least a third (and sometimes up to half) for this manufacturer, thereby adding even more responsiveness to its JIT philosophy.
As Figure 2 illustrates, the tool path is directed so the laser head avoids all freed parts and other internal cutouts. This is accomplished by working from the innermost cuts toward the skeleton. By eliminating the slow, Zaxis motion, this process enables the laser head to rapid or reposition to the next tool path more quickly. Not only is processing time increased, but the potential costs of damage to a laser head or lost productivity due to shut downs are avoided.












Related Content

Understanding CNC Machine Accuracy and Repeatability
Properly evaluating machine tool capability requires understanding how the both user and the builder can influence precision.
Read More
CAD/CAM System Requirements: An Overview
CAD/CAM programs are among the most demanding kinds of computer software. Smooth operation requires careful consideration of computer specifications.
Read More
5 G-Code Tips for Increasing CNC Efficiency
Optimizing G code is a low-cost way to improve CNC efficiency without sacrificing usability and safety.
Read More
Key CNC Concept No. 1—The Fundamentals Of Computer Numerical Control
Though the thrust of this presentation is to teach you CNC usage, it helps to understand why these sophisticated machines are so important. Here are but a few of the more important benefits offered by CNC equipment.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
