
Holding The Center
Using a collet-type workholding system, a high-volume shop improves accuracy when machining round parts.



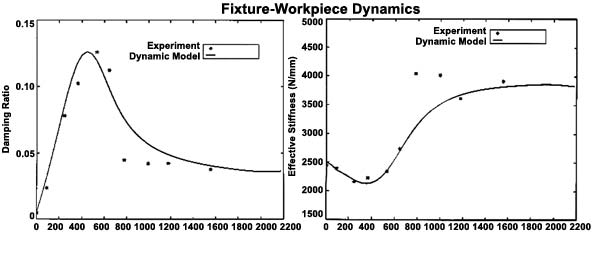
Fig. 2—Studies at the University of Illinois at Urbana-Champaign demonstrate that the damping effect of a workholding fixture reaches its maximum value at a relatively low level of clamping force (left). As additional clamping force is applied, the damping value drops (left) as stiffness increases (right).

To hold round parts for accurate milling on horizontal machining centers, American Turned Products has attached eight hydraulically actuated, collet-type fixture modules to each side of a double-sided tombstone.
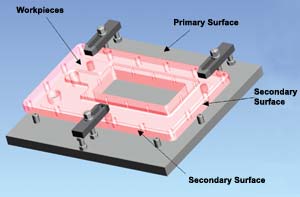
Fig. 1—A workholding setup with six contact points arranged as shown is the most efficient method for flat, rigid workpieces.

The same airbag part is also milled on vertical machining centers that use a nine-module setup.

Collet workholding modules can be arranged in various configurations according to the specific application.
In the constant drive for greater metalworking efficiency, two factors have important effects on today's workholding applications. On one hand, as the dimensions of many types of parts have been continually downsized by designers, the demand for high-density fixturing has grown. On the other hand, continual reductions in the levels of human intervention are fundamental to the pursuit of fully-automated processes, as well as being essential for competing in a global economy. This compels U.S. machine shops to reduce the number of manual setups required for various metalworking operations. Efficiency also demands that these setups be completed faster and with less operator fatigue.
A high-density workholding system is usually evaluated first in terms of the numbers and sizes of parts that it can accept in a single setup. In addition, crucial performance factors such as resistance to deflection and avoidance of chatter during machining are taken into consideration. When switching from a conventional workholding fixture to an alternative system, however, improving the positioning accuracy of parts is not usually included among the anticipated benefits.



But better accuracy is exactly the purpose that American Turned Products (Fairview, Pennsylvania) intended to achieve when it installed a new, multi-part workholding system recently. Manufactured by Lexair, Inc., this system comprises modular clusters of hydraulically actuated collet-type closers that may be arranged in a variety of configurations. The company's Fairview plant is currently using this system to hold cylindrical parts that it manufactures for automotive airbag systems.
Geared For High Volume
American Turned Products is a privately owned company that operates two production facilities in the vicinity of Erie, Pennsylvania, and one facility in El Paso, Texas. The firm employs approximately 100 people at its 50,000-square-foot headquarters plant in Fairview. This high-volume plant operates 24 hours per day, 7 days per week.
Recognizing the importance of maintaining a highly skilled workforce, the company was one of the first Pennsylvania manufacturers to develop an extensive training program based on standards developed by the National Institute of Metalworking Skills (NIMS). Working in conjunction with a regional skills center, the company provides various levels of training to enable its employees to attain certification of their skills.
Because it specializes in large-scale production for some prominent industrial customers, American Turned Products certainly doesn't fit the definition of a job shop. Approximately 70 percent of its work is performed for automotive customers, while the balance of the company's business includes producing parts for manufacturers of off-highway equipment, hydraulic valves and pumps.
As its name indicates, the company produces many types of smaller, turned parts. Thus, the Fairview plant's equipment includes Hydromat rotary transfer machines, CNC bar and chucking machines and CNC multi-spindle lathes. But the plant also produces larger parts and performs a substantial amount of milling work. For example, although the airbag component is a round part, it's produced entirely by milling rather than turning. At present, the Fairview plant is using Daewoo horizontal machining centers as well as Fadal and Chiron vertical machining centers to produce these parts.
The Round Part Dilemma
Accurate positioning of round workpieces requires a fundamentally different approach to workholding than that employed for rectangular or polygonal shapes. Because the points where a round workpiece contacts its fixture are quite small, precisely positioning the centerline of the part can be quite difficult. This is true because roundness variations or surface imperfections at the points of contact can skew the centerline location sufficiently to create tolerance conflicts.
Because the plant's new workholding system incorporates collets that distribute holding force around the entire part, positioning is more precise than a conventional type of locating fixture. This is especially important because these airbag components are machined from 9310 extruded steel. In this regard, the Fairview plant's manufacturing engineer, Art Sider, says, "Prior to getting the new workholding system, we used V-shaped fixtures that located off the diameter of the part. With this setup, any variance in the part's extruded diameter would affect the true centerline of the part. With the collet system, we are able to machine each part on center."
To manufacture the airbag components, two setups are required to mill each part on opposite sides with the plant's horizontal machining centers. For this purpose, Lexair provided a workholding setup that attaches the collet modules to double-sided, pivoting tombstone fixtures. This enables the shop to expedite its production flow by rapidly moving parts between successive machining operations.
Mr. Sider has also been impressed by the efficiencies in setups made possible by this new system. "We've experienced about a 50 percent reduction in setup time compared to our previous, manual fixturing method," he says. Designed to hold parts securely when pressure is present in the system, the double-acting collet closers can be quickly released by using a pallet disconnect handle. This eliminates much of the physical strain associated with repeated hand-tightening of conventional workholding fixtures. The system also represents an important advantage in the Fairview plant's high-production environment.
This system may be operated via hydraulic or pneumatic power, depending on the required level of holding force. Although American Turned Products uses a system with a maximum collet capacity of 1.625 inches in diameter, the manufacturer can provide its standard collet closers in capacities ranging from 0.25 inch to 3.5 inches. Step-chuck closers are also available that increase the diameter capacity to as much as 6 inches.
Alternate Applications
Although the company has dedicated the collet system to its machining operations for the airbag parts, Mr. Sider believes that his shop will find additional applications in the future. In particular, he anticipates that this system will be useful in a variety of secondary operations for other types of round parts. At present, however, this system enables American Turned Products to add value to one of its most important parts by providing higher quality for the customer. At the same time that quality improves, the company also removes a significant amount of labor from its overall process. In the modern world of metalworking, these are the types of gains that represent a winning combination.
















Related Content

Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Custom Workholding Principles to Live By
Workholding solutions can take on infinite forms and all would be correct to some degree. Follow these tips to help optimize custom workholding solutions.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
