
Targeted Five-Axis Machining
Focusing on a particular part size range allows this shop to use a versatile type of five-axis machine tool. Five-axis machining now makes up 40 percent of the shop’s business.
.jpg;width=70;height=70;mode=crop;format=webp)
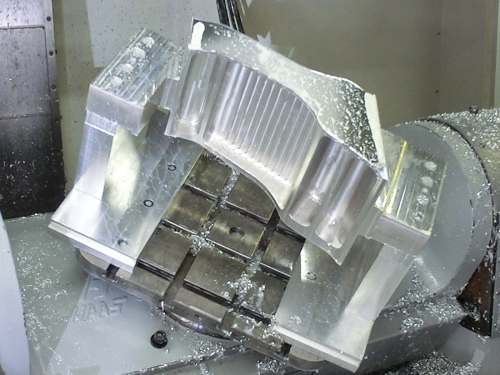
Here is a part being produced on one of Padgett Machine's five-axis machining centers.
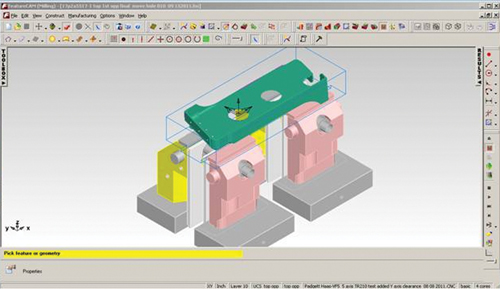
When the shop programs a job such as the one in the preceding photo, it often models the workholding along with the part. The CAM view seen here includes the model of a vise system for five-axis machining that minimizes obstruction at the sides of the workpiece.

The shop focuses on five-axis-machined parts no more than 30 inches in length. This size permits the use of a trunnion-type five-axis machine that tilts the work instead of the spindle.

This five-axis machining center offers travels of ±120 degrees in A and 360 degrees in B. The shop has two of these machines.
Parts once machined on standard machining centers often make more sense on five-axis machines. See an example and hear more from Mr. Padgett in the video under "Editor's Picks" above.

Edward Padgett, president of Padgett Machine in Tulsa, Oklahoma, was willing to let spars go by.













Related Content

Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read More
SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read More
When a Lathe With Live Tooling Rivals a Multitasking Machine
This shop is working its way up to a full-fledged B-axis multitasking machine. Meanwhile, turning centers with a Y-axis and live tooling are doing just fine.
Read MoreRead Next

Video: Five-Axis Machining at Padgett Machine
A job shop owner talks about five-axis machining and feature-based programming.
Read More
Video: Five-Axis Machining at Padgett Machine
A job shop owner talks about five-axis machining and feature-based programming.
Read More
Video: Five-Axis Machining at Padgett Machine
A job shop owner talks about five-axis machining and feature-based programming.
Read More